
Heavy Duty CNC borunarvél

CNC bora og mölun vél
Háhraða CNC bora og fræsivél
Vélarumsókn
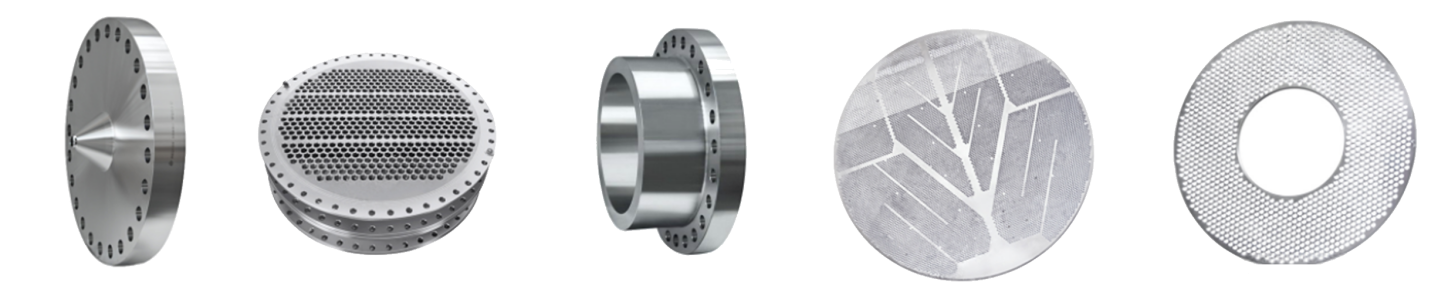
CNC boranir og fræsar eru aðallega notaðar til skilvirkrar borunar á vinnuhlutum með þykkt innan skilvirks sviðs eins og plötur, flansar, diska og hringa.Hægt er að bora gegnumhol og blindhol á mismunandi gerðir af efnum.Vélin er stafrænt stjórnað með auðveldri notkun.Það getur náð sjálfvirkni, mikilli nákvæmni, mörgum afbrigðum, fjöldaframleiðslu.
Til að mæta vinnsluþörfum mismunandi notenda hefur fyrirtækið okkar þróað margs konar vélar.Til viðbótar við hefðbundnar gerðir er einnig hægt að aðlaga það í samræmi við raunverulegar þarfir viðskiptavina.
Vélarbygging
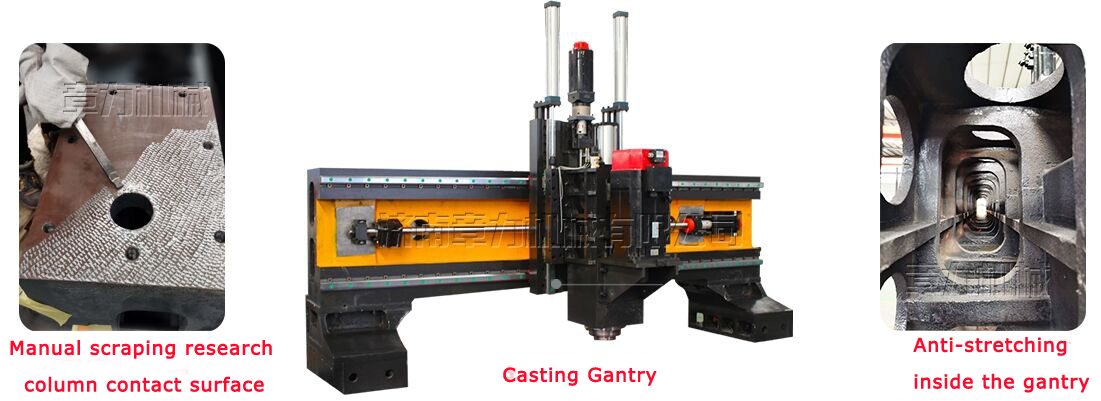
Þessi búnaður er aðallega samsettur af rúmborði, hreyfanlegur gantry, hreyfanlegur rennihnakkur, borunar- og mölunarsnælda, sjálfvirkur smurbúnaður og hlífðarbúnaður, hringrásarkælibúnaður, CNC stýrikerfi, rafkerfi og svo framvegis.Stuðningur og stjórnun rúllínuleiðarans og nákvæmni skrúfadrifsins, vélin hefur mikla staðsetningarnákvæmni og endurtekna staðsetningarnákvæmni.
1)Vinnuborð:
Vinnuborðið samþykkir steypubyggingu og flugvélin er með T-rauf með hæfilegu frágangsskipulagi til að klemma vinnustykki.Fyrir ofan rúmið er T-raufum raðað.Drifkerfið notar AC servó mótor og nákvæmni kúluskrúfu til að keyra á báðar hliðar til að láta gantry hreyfast í Y-ás átt.Stillanlegum boltum er dreift á botn rúmsins, sem getur auðveldlega stillt hæð rúmborðsins.
2)Movinggantry:
Hreyfanlegur gangur er steyptur með gráu járni 250 og tveimur línulegum stýripörum með ofurafkastagetu eru sett upp á framhlið gangsins.Sett af nákvæmni kúluskrúfupari og servómótor gerir það að verkum að rafmagnshöfuðrennibrautin færist í X-ás átt.Borraflhaus er settur upp á rafmagnshöfuðrennibrautinni.Hreyfing gantry er að veruleika með því að servó mótorinn keyrir kúluvírinn á kúluskrúfuna í gegnum nákvæmni tengið.

3)Movingrenna hnakkur:
Færanlegi rennihnakkurinn er nákvæmur burðarhlutur úr steypujárni.Tvær afkastamiklar NC járnbrautarrennibrautir og sett af nákvæmni kúluskrúfapörum og plánetuafrennsli með mikilli nákvæmni eru tengdir við servómótorinn til að knýja boraraflhausinn.Með því að hreyfa sig í átt að Z-ás er hægt að gera sér grein fyrir því að hægt er að spóla áfram, vinna áfram, spóla hratt til baka og stöðva aflhausinn.Með sjálfvirkum flísbrotum, flísaflutningi, hléaðgerðum.
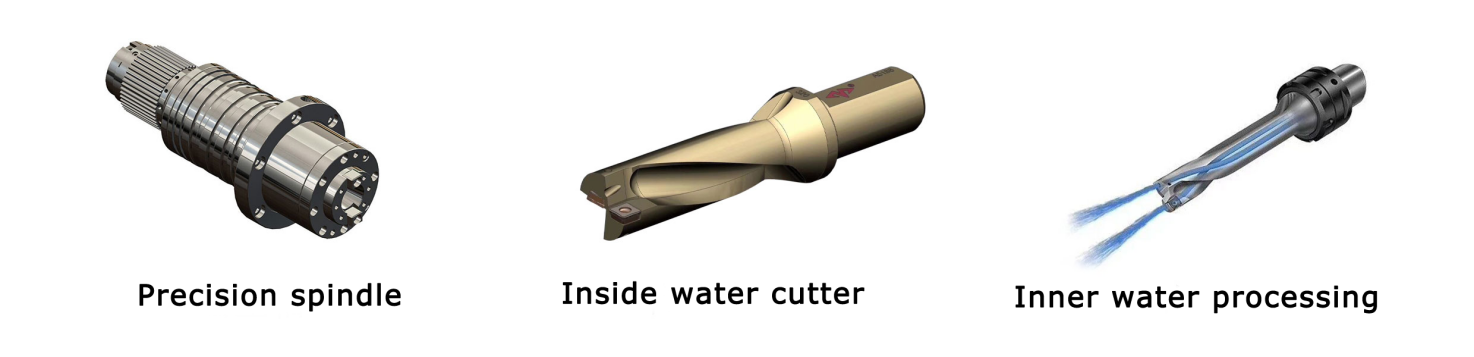
4)Boraraflhaus(Snælda):
Boraraflhausinn notar sérstakan servósnældamótor, sem knýr sérstakan nákvæmnissnælda með því að hægja á tönnuðu samstilltu beltinu til að auka tog.Snældan notar fremri þriggja, tveggja og fimm raða japönsk snertilegur til að ná fram þrepalausri hraðabreytingu.Fljótleg og auðveld skipti, fóðrið er knúið áfram af servómótor og kúluskrúfu.Hægt er að tengja X og Y ásana og hálflokuð lykkjastýring er notuð til að ná fram línulegum og hringlaga innskotsaðgerðum.
Snældaendinn er BT40 mjókkandi gat, búin með Rotorfoss háhraða snúningsmóti frá Ítalíu, sem getur notað háhraða U bor (ofbeldisbor) og kjarnabor til að losa vatn. átta sig á djúpholavinnslu og vernda tólið til að draga úr notkunarkostnaði.
5)Sjálfvirkur smurbúnaður og varnarbúnaður:
eins og stýrisbrautir, blýskrúfur, rekki osfrv., án dauðahorna til að tryggja endingartíma vélarinnar.X-ás og Y-ás vélarinnar eru með rykþéttum hlífðarhlífum og vatnsheldar skvettuhlífar eru settar upp í kringum vinnubekkinn.

6)CNC stýrikerfi:
6.1Með flísbrotavirkni er hægt að stilla flísbrottíma og flísbrotslotu á mann-vél viðmótinu.
6.2Með verkfæralyftingaraðgerðinni er hægt að stilla lyftihæð verkfæra á mann-vél tengi.Þegar borað er upp í þessa hæð er borinn fljótt lyft upp á vinnustykkið og síðan er flísinni kastað og síðan hratt áfram á borflötinn og sjálfkrafa breytt í vinnuna.
6.3Miðstýri stýrikassi og handheld eining nota tölulegt stjórnkerfi og eru með USB tengi og LCD fljótandi kristalskjá.Til að auðvelda forritun, geymslu, skjá og samskipti, hefur rekstrarviðmótið aðgerðir eins og mann-vél samræður, villubætur og sjálfvirk viðvörun.
6.4Vélin hefur það hlutverk að forskoða og athuga stöðu holunnar fyrir vinnslu og aðgerðin er mjög þægileg.

7)Rainklemma
Klemman er samsett úr klemmuhluta og stýrisbúnaði.Það er afkastamikill hagnýtur hluti sem notaður er með rúllandi línulegu stýriparinu.Það myndar sterkan klemmukraft í gegnum fleyglaga blokkþensluregluna.Eiginleikar sem auka stífleika.
Eiginleikar:
- Öruggur og áreiðanlegur, sterkur klemmukraftur, klemmir óhreyfanlegur XY ás við borun og tappvinnslu.
- Mjög mikill klemmukraftur, eykur stífleika axialfóðursins og kemur í veg fyrir örhreyfingu af völdum titrings.
- Fljótur viðbragðstími, opnunar- og lokunartími er aðeins 0,06 sekúndur, sem verndar vélina og bætir endingu skrúfunnar.
- Varanlegt, nikkelhúðað yfirborð, góð ryðvörn.
Ný hönnun til að koma í veg fyrir stíf högg við klemmu.
8)Sjálfvirkur flísahreinsir og hringrásarkælibúnaður:
Sjálfvirkri flísahreinsir er komið fyrir aftan á vinnubekknum og síu er komið fyrir á endanum.Sjálfvirki flísahreinsirinn er flöt keðjugerð og kælidæla er sett upp á annarri hliðinni.Úttak flíssins er tengt við miðlæga vatnssíunarkerfið.Kælivökvinn rennur inn í flísútvarpann.Flutningsdælan rekur kælivökvann inn í miðlæga vatnssíunarkerfið.Háþrýstikælidælan dreifir síaða kælivökvanum til að skera og kæla.Og hann er búinn flísflutningsvagni, sem er mjög þægilegur til að flytja járnflögur.Þessi búnaður er búinn innra og ytra kælikerfi fyrir skera.Þegar borað er á miklum hraða eru skerin kæld með innra vatni og að utan við létt mölun.
Viðvörun um lágt vatn
1) Þegar kælivökvinn í síunni er á miðvökvastigi, tengir kerfið sjálfkrafa mótorinn til að ræsa, og kælivökvinn í flísahreinsanum rennur sjálfkrafa inn í síuna.Þegar háu vökvastigi er náð hættir mótorinn sjálfkrafa að virka.
2) Þegar kælivökvinn í síunni er á lágu stigi mun kerfið sjálfkrafa hvetja vökvastigsmælinn til að vekja viðvörun, snældan dregur verkfærið sjálfkrafa inn og vélin mun stöðva vinnu.
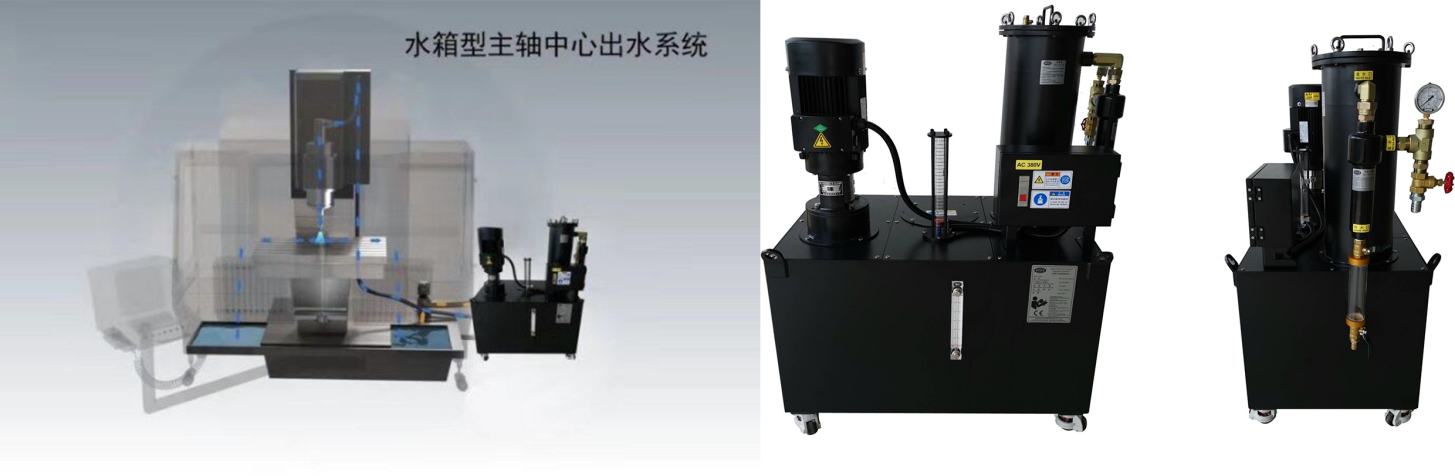
9)Miðúttakssíunarkerfi:
Vélin er búin miðlægu vatnssíunarkerfi sem staðalbúnaður, sem getur í raun síað óhreinindin í kælivökvanum.Innra úðavatnskerfið getur komið í veg fyrir að járnpinnar flækist á verkfærinu meðan á vinnslu stendur, minnkar slit verkfæra, lengja endingu verkfæra, bæta yfirborðsáferð vinnustykkisins, Háþrýstivatnsúttakspinninn á blaðoddinum getur vel verndað yfirborð vinnustykkisins, vernda háhraða snúningsmótið, koma í veg fyrir að óhreinindi hindri snúningsmótið og bæta heildargæði vinnustykkisins og skilvirkni vinnunnar.
10)Kúluskrúfa og mótor samþætt sæti:
Mótorgrunnurinn er vara með mikilli samsvörun sem tengir kúluskrúfuna og mótorinn.Hornsnertiparað legan (nákvæmnistig C5) er samþætt til að bæta nákvæmni og tryggja núll axial úthreinsun kúluskrúfunnar þegar mótorinn er fram- og afturábak.Það er sérstaklega hentugur fyrir háhraða búnað.
Samsetningarnákvæmni: kúluskrúfan og mótorinn eru settir í eitt í gegnum mótorbotninn.Dragðu úr sammiðjuskekkju á mótorskafti og kúluskrúfuskafti, stjórnaðu því við plús eða mínus 0,01 mm og hornréttur endaflatar er 0,01.
11)Fjögurra kló sjálfmiðja borð(valfrjálst)
Vinnuborð sjálf-miðjubúnaðar er búið fjögurra kjálka vökva sjálf-miðju spennu.Vinnustykkið er hægt að miðstýra sjálfkrafa í einni klemmu án þess að hver vinnuhlutur eftirliti til að finna miðjuna.Klemningin er hröð og þægileg.
Leysið vandamálið að vinnustykkið með vísihring sem er minna en 1600 mm í þvermál er klemmt með því að þrýsta á plötu eftir fóðrun og leita síðan að miðju, sem tekur minni tíma og tekur lengri klemmutíma en vinnslutíma.
Sjálfmiðjandi fjögurra kjálka spenna sjálfstætt þróað með stóru kjálkaslagi gerir það að verkum að erfitt er fyrir vinnustykkið að snerta kjálkann þegar það er klemmt.Röndin með púði er notuð. Það leysir þær aðstæður að vökva- eða pneumatic kjálkar hafa lítið ferðalag á markaðnum og stórir vinnustykki munu hafa áhrif á kjálkana við lyftingu og valda skemmdum á spennunum.
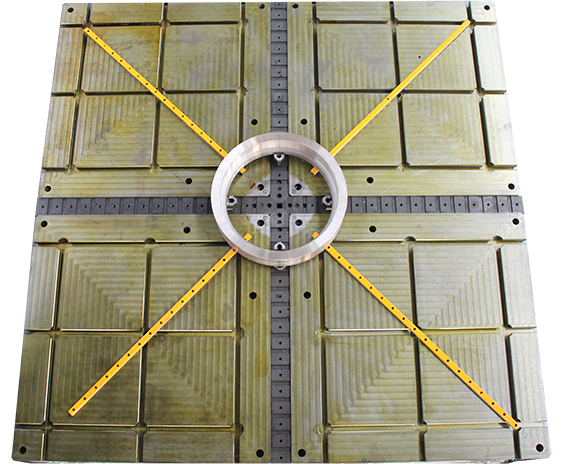
Kjálkarnir fjórir á vinnubekknum eru í sundurtæmandi stíl og að fjarlægja aftari vinnubekkinn er venjulegur vettvangur með eigin T-gróp. Það eykur notkunarsvið annarra vinnuhluta fyrir utan hringinn.
Forskriftn
| Fyrirmynd | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Vinnustærð | Lengd*Breidd (mm) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| Lóðréttur borhaus | Snælda mjókkar | BT40/BT50 | BT40/BT50 | BT40/BT50 | BT40/BT50 |
| Borþvermál (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Þvermál slá (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Snældahraði (r/mín) | 30~3000 | 30~3000 | 30~3000 | 30~3000 | |
| Snældaafl (Kw) | 22/15 | 22/15 | 22/15 | 22/15 | |
| Fjarlægð frá neðri enda snældunnar að vinnuborðinu (mm) | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | |
| Endurtekin staðsetningarnákvæmni(X/Y/Z) | X/Y/Z | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm |
| Heildarþyngd (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Tímaritatól | Línuverkfæratímarit | ||||
Gæðaskoðun
Hver vél frá Bosman er kvörðuð með leysirtruflamæli frá RENISHAW fyrirtækinu í Bretlandi, sem skoðar nákvæmlega og bætir upp fyrir hallavillur, bakslag, staðsetningarnákvæmni og endurtekna staðsetningarnákvæmni til að tryggja kraftmikla, kyrrstöðustöðugleika og vinnslunákvæmni vélarinnar..Kúlustangapróf Hver vél notar kúlustangaprófara frá breska RENISHAW fyrirtækinu til að leiðrétta raunverulega hringnákvæmni og rúmfræðilega nákvæmni vélarinnar og framkvæma hringlaga skurðartilraunir á sama tíma til að tryggja 3D vinnslu nákvæmni og hring nákvæmni vélarinnar.

Fyrir & Eftir þjónustu
1) Fyrir þjónustu
Með því að rannsaka beiðnina og nauðsynlegar upplýsingar frá viðskiptavinum og síðan endurgjöf til verkfræðinga okkar, er Bossman tækniteymið ábyrgt fyrir tæknilegum samskiptum við viðskiptavini og mótun lausna, aðstoðar viðskiptavini við að velja viðeigandi vinnslulausn og viðeigandi vélar.
2) Eftir þjónustu
A.Vélin með eins árs ábyrgð og greitt fyrir ævilangt viðhald.
B. Á eins árs ábyrgðartímabilinu eftir að vélin kom í ákvörðunarhöfn mun BOSSMAN veita ókeypis og tímanlega viðhaldsþjónustu fyrir ýmsar galla sem ekki eru af mannavöldum á vélinni og skipta tímanlega út alls kyns skemmdum sem ekki eru af mannavöldum. að kostnaðarlausu.Bilanir sem verða utan ábyrgðartímans skulu lagaðar gegn viðeigandi kostnaði.
C.Tæknilegur stuðningur á 24 klukkustundum á netinu, TM, Skype, tölvupóstur, leysa hlutfallslegar spurningar í tíma.ef ekki er hægt að leysa, mun BOSSMAN tafarlaust sjá til þess að verkfræðingur eftir sölu komi á staðinn til viðgerðar, kaupandi þarf að greiða fyrir VISA, flugmiða og gistingu.
Fyrirtækjasíða






