BOSM -6010 Boring vél með öfugum haus
1. Notkun vélar:
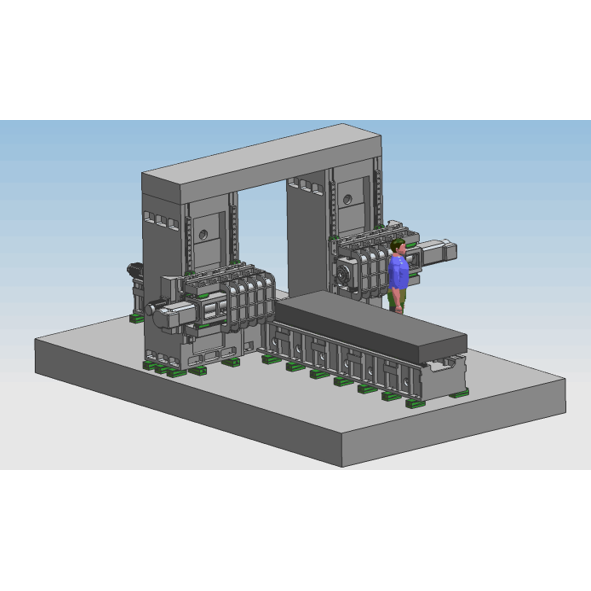
BOSM- 6000* 1000 CNC gantry með föstum geisla með tvöföldum dálkum höfuð-til-höfuð leiðinda- og fræsivél er sérstök vél til að vinna úr gröfuörmum/stöfum. Púði, getur gert sér grein fyrir hraðri vinnslu vinnustykkisins, vinnustykkið er hægt að bora, mala og bora innan skilvirks höggsviðs, hægt er að vinna vinnustykkið á sínum stað í einu (engin þörf fyrir aukaklemmu), hleðslu- og affermingarhraða er hratt, staðsetningarhraði er hraður og vinnslunákvæmni er mikil. Mikil, mikil vinnslu skilvirkni.
2.Vél uppbyggingueiginleikar:
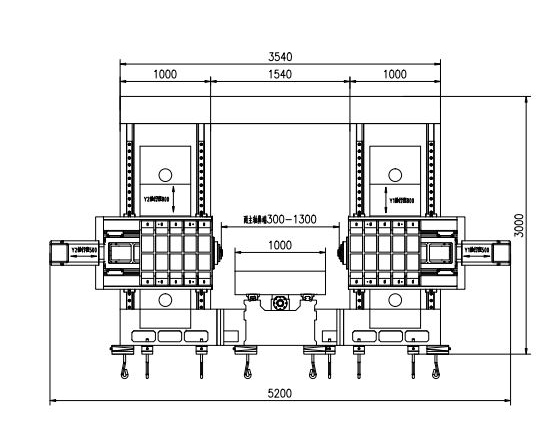
Helstu þættir vélbúnaðarins: rúm, vinnubekkur, vinstri og hægri súlur, bjálkar, tengibjálkar, hnakkar, hrútar o.s.frv., stórir hlutar eru úr plastefnissandi, hágæða grájárni 250 steypu, glödd í heitu sandgryfja → titringsöldrun → hitameðferð Ofnglæðing → titringsöldrun → gróf vinnsla → titringsöldrun → heitur ofnglæðing → titringsöldrun → frágangur, útrýmdu algjörlega neikvæðu álagi hlutanna og haltu afköstum hlutanna stöðugum. Fasta rúmið, vinstri og hægri súlan, gantry og vinnubekkurinn hreyfast; Það hefur hlutverk mölunar, leiðinda, borunar, sökkunar, tappa osfrv. Kælingaraðferðin er ytri kæling. Vélbúnaðurinn inniheldur 5 fóðrunarása, sem geta gert 4-ása tengingu og 5-ása einvirka. Það eru 2 krafthausar. Ásinn á vélinni og aflhausinn eru sýndir á myndinni hér að neðan.X


2.1.Helstu uppbygging axial sendingar fóðurhluta
2.1.1.X-ás:Vinnuborðið snýst aftur og aftur til hliðar meðfram stýribrautinni á fasta rúminu.
X 1-ás drif: AC servó mótor ásamt hárnákvæmni plánetuafrennsli er knúið áfram af kúluskrúfu til að knýja hreyfingu vinnubekksins til að átta sig á línulegri hreyfingu X-ássins
Stýribrautarform: leggðu tvær línulegar línulegar línur með nákvæmni af miklum styrkleika.
2.1.2 Z1 ás:Rafmagnshöfuð og hnakkur eru lóðrétt sett upp á framhlið súlunnar og snúast upp og niður meðfram stýribrautinni.
Z1-ás sending: AC servó mótor og samstillt hjól eru notaðir til að keyra kúluskrúfuna til að keyra hnakkinn til að átta sig á línulegri hreyfingu á Z-ás
2.1.3 Z2 ás:Rafmagnshöfuð og hnakkur eru lóðrétt sett upp á framhlið súlunnar og snúast upp og niður meðfram stýribrautinni.
Z2-ás sending: AC servó mótor og samstillt hjól eru notuð til að knýja kúluskrúfuna til að knýja hnakkinn til að átta sig á línulegri hreyfingu á Z-ás.
2.1.4 Y1 ás:Krafthaushnakkurinn er settur upp lóðrétt á framhlið hægri dálksins og snýr aftur og aftur til vinstri og hægri meðfram stýrissúlunni.
Y1-ás sending: AC servó mótor ásamt hárnákvæmni plánetuafrennsli er notaður til að keyra hrútinn til að fara í gegnum kúluskrúfuna til að átta sig á línulegri hreyfingu Y1- ássins
2.1.5 Y2 ás:Hnakkurinn fyrir rafhöfuð er lóðrétt settur upp á framhlið hægri dálksins og snýr aftur og aftur til vinstri og hægri meðfram stýribrautinni.
Y2-ás sending: AC servó mótor ásamt hárnákvæmni plánetuhreyfingu er notaður til að keyra hrútinn til að fara í gegnum kúluskrúfuna til að átta sig á Y2-ás línulegri hreyfingu.
2.2.Hreyfistefna borunar- og mölunaraflshaussins (þar á meðal aflhöfuðsins 1 og 2) tekur upp ferkantaða rammabyggingu, fullkomnustu vírharða samsettu stýribrautaraðferðina, harða járnbrautin er umkringd sterkum stuðningi, 4 línulegum rúllustýribrautum pör eru stýrð og drifið tekur upp AC servó mótor. Keyrðu samstilltu beltið (i=2) og nákvæmni kúluskrúfuskiptingu, aflhausinn samþykkir servómótorinn til að hægja á sér í gegnum samstillt beltið og samstillt hjólið, stýrt af mikilli nákvæmni stýribrautarpar, og knýr lóðrétta kúluskrúfuna til að snúast, átta sig á aflhausnum. Gerðu upp og niður lóðrétta hreyfingu, og búin með köfnunarefnisjafnvægisstöng til að draga úr burðargetu vélhaussins á skrúfunni og servómótornum. Z-ás mótorinn er með sjálfvirka bremsuaðgerð. Ef um rafmagnsleysi er að ræða mun sjálfvirka bremsan halda mótorskaftinu þétt. , þannig að það getur ekki snúist. Þegar þú vinnur, þegar boran snertir ekki vinnustykkið, mun það nærast hratt; þegar boran snertir vinnustykkið mun það sjálfkrafa skipta yfir í vinnufóðrun. Þegar boran kemst í gegnum vinnustykkið mun það sjálfkrafa skipta yfir í hraðspólun; þegar endinn á boranum yfirgefur vinnustykkið og nær settri stöðu mun vinnuborðið færast í næstu holustöðu til að gera sér grein fyrir sjálfvirkri hringrás. Krafthausinn samþykkir samsetningu vírs og harðs járnbrautar, sem tryggir ekki aðeins aksturshraða búnaðarins heldur eykur einnig stífleika búnaðarins til muna. Og það getur gert sér grein fyrir virkni blindholaborunar, mölunar, skánunar, flísbrota, sjálfvirkrar flísaflutnings osfrv., sem bætir vinnuafköst.

(vinstri rafmagnshöfuð)
2.3. Flís fjarlæging og kæling
Það eru spíral- og flatir keðjuflísfæribönd uppsett á báðum hliðum fyrir neðan vinnubekkinn og hægt er að losa flísina sjálfkrafa í flísfæribandið í lokin í gegnum tvö stig spíral- og keðjuplata til að átta sig á siðmenntðri framleiðslu. Það er kælidæla í kælivökvatanki flísfæribandsins, sem hægt er að nota til ytri kælingu á verkfærinu til að tryggja afköst borunar og endingartíma borsins og hægt er að endurvinna kælivökvann.
3.Fullt stafrænt tölulegt stjórnkerfi:
3.1.Með flísbrotaaðgerð er hægt að stilla flísbrotstíma og flísbrothring á mann-vél viðmótið.
3.2.Með verkfæralyftingaraðgerðinni er hægt að stilla lyftihæð verkfæra á mann-vél tengi. Þegar borun hefur náð þessari hæð er borinu lyft fljótt upp á vinnustykkið og síðan er spónunum hent og síðan hratt áfram á borflötinn og sjálfkrafa breytt í vinnu.
3.3.Miðstýrð stýrikassi og handfesta eining nota tölulegt stýrikerfi og eru með USB tengi og LCD fljótandi kristalskjá. Til að auðvelda forritun, geymslu, skjá og samskipti, hefur rekstrarviðmótið aðgerðir eins og mann-vél samræður, villubætur og sjálfvirk viðvörun.
3.4.Búnaðurinn hefur það hlutverk að forskoða og endurskoða holustöðu fyrir vinnslu og aðgerðin er mjög þægileg.
4. Sjálfvirk smurning
Línuleg stýrisbrautarpör með nákvæmni vélbúnaðar, nákvæmni kúluskrúfapör og önnur hreyfipör með mikilli nákvæmni eru búin sjálfvirkum smurkerfi. Sjálfvirka smurdælan gefur frá sér þrýstiolíu og magn smurolíuhólfsins fer inn í olíuna. Eftir að olíuhólfið er fyllt með olíu, þegar kerfisþrýstingurinn hækkar í 1,4-1,75Mpa, er þrýstirofinn í kerfinu lokað, dælan stöðvast og affermingarventillinn losnar á sama tíma. Þegar olíuþrýstingur í veginum fer niður fyrir 0,2Mpa byrjar magnsmurningsbúnaðurinn að fylla smurpunktinn og klárar eina olíufyllingu. Vegna nákvæms olíuframboðs magnolíuinndælingartækisins og greiningar á kerfisþrýstingi er olíuframboðið áreiðanlegt, tryggir að olíufilma sé á yfirborði hvers hreyfingarpars, dregur úr núningi og sliti og kemur í veg fyrir skemmdir á innri uppbyggingu sem stafar af ofhitnun. , til að tryggja nákvæmni og endingu vélarinnar. Í samanburði við rennibrautarstýringarparið, hefur rúllandi línulega stýrisbrautarparið sem notað er í þessari vélbúnaði ýmsa kosti:
①Hreyfingarnæmni er mikil, núningsstuðull rúllunarstýribrautarinnar er lítill, aðeins 0,0025 ~ 0,01, og drifkrafturinn minnkar verulega, sem jafngildir aðeins 1/10 af venjulegum vélum.
② Munurinn á kraftmiklum og kyrrstæðum núningi er mjög lítill og eftirfylgnin er frábær, það er að segja tímabilið á milli akstursmerkisins og vélrænni aðgerðarinnar er mjög stutt, sem er til þess fallið að bæta viðbragðshraða og næmi tölulega stjórnkerfið.
③ Það er hentugur fyrir háhraða línulega hreyfingu og tafarlaus hraði þess er um það bil 10 sinnum hærri en á rennibrautarstýri.
④ Það getur gert sér grein fyrir bilunarlausri hreyfingu og bætt hreyfistífleika vélrænna kerfisins.
⑤ Framleitt af faglegum framleiðendum, það hefur mikla nákvæmni, góða fjölhæfni og auðvelt viðhald.

5. Umhverfi vélanotkunar:
Aflgjafi: þriggja fasa AC380V ± 10% , 50Hz ± 1 Umhverfishiti: 0 ° ~ 45 °
Fimm, helstu tæknilegar breytur:


| fyrirmynd | BOSM4014 | |
| Hámarksstærð vinnsluhluta | Lengd × breidd × hæð (mm) 4000 × 1600 × 1000 | |
| Gantry hámarksfóður | Breidd (mm) | 2300 |
| stærð vinnuborðs | Lengd X Breidd (mm) | 4000*1400 |
|
Láréttur borhaus af rammagerð máttur höfuð einn tveir
| Magn (2) | 2 |
| Snælda mjókkar | BT50 | |
| Borþvermál (mm) | Φ2-Φ60 | |
| Þvermál slá (mm) | M3-M30 | |
| Þvermál skurðarskífunnar (mm) | 300 | |
| Snældahraði (r/mín) | 30~6000 | |
| Servó snælda mótor afl (kw) | 37 | |
| Fjarlægð snúningsnefs frá miðju borðs (mm) | 650-1150 | |
| Vinstri og hægri slag eins hrúts (mm) | 500 | |
| Fjarlægðin milli miðju hrútsins og borðsins (mm) | 200-1400 | |
| Upp og niður högg hrúts (mm) | 1200 | |
| Endurtekningarhæfni | 300mm*300mm | ±0,02 |
| Stærðir véla | Lengd × breidd × hæð (mm) | samkvæmt teikningum |
| Heildarþyngd (t) | (u.þ.b.) 36 | |

Ofangreindar færibreytur eru bráðabirgðahönnunarbreytur. Í raunverulegri hönnun geta verið breytingar í samræmi við vinnslukröfur vinnustykkisins og hönnunarkröfur vélbúnaðarins, til að uppfylla kröfur vinnsluhluta fyrirtækisins.