
5 ása samtímis fræsun Beygja 80P-C

Umfang framboðs
Aðgerðartafla fyrir staðlaða fylgihluti (vinsamlegast sjáðu stjórnunaraðgerðina fyrir rafstýringarhlutann)
| Nei | Atriði | Eining | Magn |
| 1. | FH stórgrind afsteypur | turn | 1 |
| 2. | Siemens840DSL stjórnkerfi | sett | 1 |
| 3. | Skjár: 19LCD | sett | 1 |
| 4. | FH fimm ása fjölvirka sveifluhaus (B-ás) | sett | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | Aðeins | 1 |
| 6. | X/Y/Z ás Hollow Cooled Ball Skrúfur | stykki | 3 |
| 7. | Mill/Turn Direct Drive Snúningsborð (C-ás) | sett | 1 |
| 8. | B-ás RCN8380 29 bita alger kóðari | Aðeins | 1 |
| 9. | C ás RCN2580 28 bita alger kóðari | Aðeins | 1 |
| 10. | BOSCH REXROTH línulegar rúllur | sett | 7 |
| 11. | Hitastýringartæki fyrir rafmagnskassa | sett | 1 |
| 12. | Snælda vatnskælikerfi | sett | 1 |
| 13. | Vélarhringur vatnsúði | sett | 1 |
| 14. | Fimm ása höfuð hálfmáni vatnsúði, hálfmáni blása | sett | 1 |
| 15. | Öryggislæsingarkerfi að framan og til hliðar | sett | 1 |
| 16. | Vatnsheld vinnutunnulýsing | Aðeins | 2 |
| 17. | vökvastöð | sett | 1 |
| 18. | Miðstýrður smurbúnaður fyrir fóður | sett | 1 |
| 19. | Aðgerðarhlið hreinsivatnsbyssu og loftbyssu | sett | 1 |
| 20. | Skuruvökvakerfi | sett | 1 |
| 21. | Alveg lokuð hlífðarplötu | sett | 1 |
| 22. | Rekstrarbox | sett | 1 |
| 23. | Kælibúnaður fyrir rafmagnsskápa | sett | 1 |
| 24. | Siemens rafrænt handhjól | Aðeins | 1 |
| 25. | Fótstýrður snældahnífslosunarrofi | Aðeins | 1 |
| 26. | Vélar þrílita ljós | sett | 1 |
| 27. | 40 HSK-A63 verkfæratímarit og servó sjálfvirkt verkfæraskiptakerfi | sett | 1 |
| 28. | X/Y/Z þriggja ása algildi rist mælikvarði | sett | 3 |
| 29. | Spíralflísrúlla og flísflutningsvagn að aftan | sett | 1 |
| 30. | Renishaw RMP60 innrauða nemaeining | sett | 1 |
| 31. | Renishaw TS27R verkfærastillir | sett | 1 |
| 32. | Grunnpúðar og grunnboltar | sett | 1 |
| 33. | tæknihandbók | sett | 1 |
Parameter
| Fyrirmynd | Eining | FH80P-C |
| Ferðalög | ||
| X-ás ferð | mm | 800 |
| Y-ás ferð | mm | 1050 |
| Z-ás ferð | mm | 800 |
| Fjarlægð frá snælda nefi að yfirborði vinnuborðs | mm | 162-962 |
| Lárétt fræsihaus | mm | 39-839 |
| Fæða/hraði á hraða hreyfingu | m/mín | 40 |
| Fóðurkraftur | KN | 10 |
| Snúningsborð (C ás) | ||
| Stærð vinnuborðs | mm | Ø855 |
| Hámarksborðsálag (mill) | kg | 3000 |
| Hámarksálag á borði (beygja) | kg | 1500 |
| Milling/beygjuborð (fræsing og snúning samsett vinnsla) | snúningur á mínútu | 450 |
| Lágmarks klofningshorn | ° | 0,001 |
| Metið tog | Nm | 1140 |
| hámarks tog | Nm | 1980 |
| CNC sveiflufræsihaus (B ás) | ||
| Sveiflusvið (0=lóðrétt/180=lárétt) | ° | -15-180 |
| Hraðgangur og fóðurhraði | snúningur á mínútu | 50 |
| Lágmarks klofningshorn | ° | 0,001 |
| Metið tog | Nm | 743 |
| hámarks tog | Nm | 1320 |
| Snælda (mala og snúa) | ||
| Snældahraði | snúningur á mínútu | 12000 |
| Snældakraftur | Kw | 34/42 |
| Snælda tog | Nm | 132/185 |
| Snælda tapre |
| HSKA63 |
| Verkfæratímarit | ||
| Verkfæraviðmót |
| HSKA63 |
| Getu tímarits verkfæra | PCS | 40 |
| Hámarks þvermál/lengd/þyngd verkfæra |
| Ø85/300/8 |
| Skiptatími verkfæra (tól til verkfæris) | S | 1.8 |
| Mælitæki | ||
| Innrauður rannsakandi |
| Rensishaw RMP60 |
| Verkfæragreiningartæki á vinnusvæði |
| Rensishaw TS27R |
| Staðsetningarnákvæmni (ISO230-2 og VDI3441) | ||
| X/Y/Z staðsetningarnákvæmni | mm | 0,008 |
| X/Y/Z Endurtekin staðsetningarnákvæmni | mm | 0,005 |
| B/C staðsetningarnákvæmni |
| 10" |
| B/C Endurtekin staðsetningarnákvæmni |
| 4" |
| CNC stjórnandi | ||
| CNC kerfi |
| Siemens 840D |
| Annað | ||
| Þyngd vél | Kg | 20000 |
3.1 Helstu vélaforskriftir |Besta uppsetning stífrar uppbyggingar
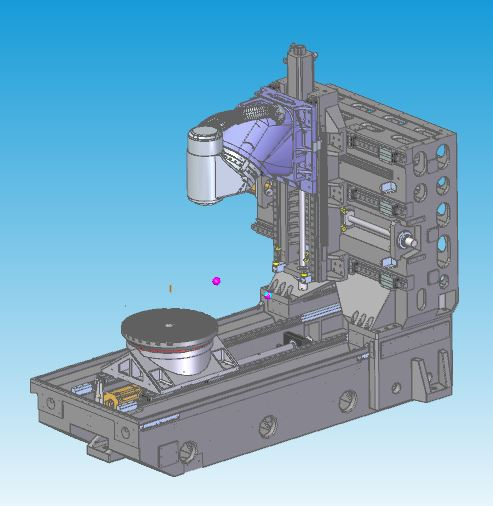
Hönnunareiginleikar |Besta vélrænni vírsteypugreiningarhönnun
◆ Hitasamhverf steypubygging af gerðinni af kassa, með Meehanna hágæða steypujárni
◆ Temperandi og náttúruleg öldrunarmeðferð til að útrýma innri streitu
◆ Jarðvirki náttúruleg tíðni titringur útilokar efnisvinnsluálag
◆ Alhliða vegg- og stífni súluhönnun á stóru svæði getur í raun bætt stífni og truflanir og kraftmikla nákvæmni
◆ Þriggja ása holur kæliskrúfa
3.2 Rafmagnssnælda

Hönnunareiginleikar
◆Samkvæmt eiginleikum eigin véla, sjálfstæðar rannsóknir og þróun og framleiðslu.
◆Mjókkaholið á HSK-A63 er notað í FH80P-C gerðinni.
◆ Samþykkja ytra kælikerfi fyrir hringrásarkælingu, sem getur í raun tryggt beitingu rafmagnssnælda.
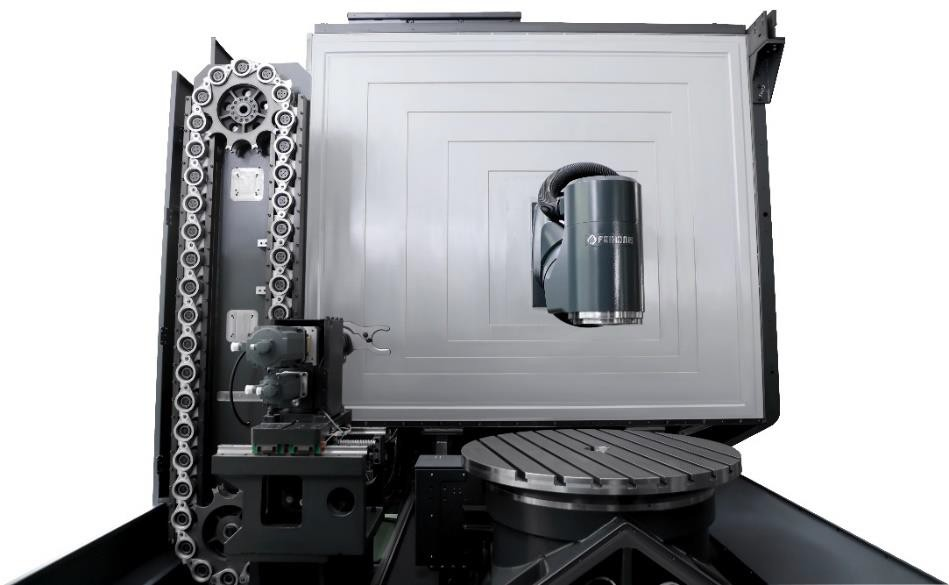
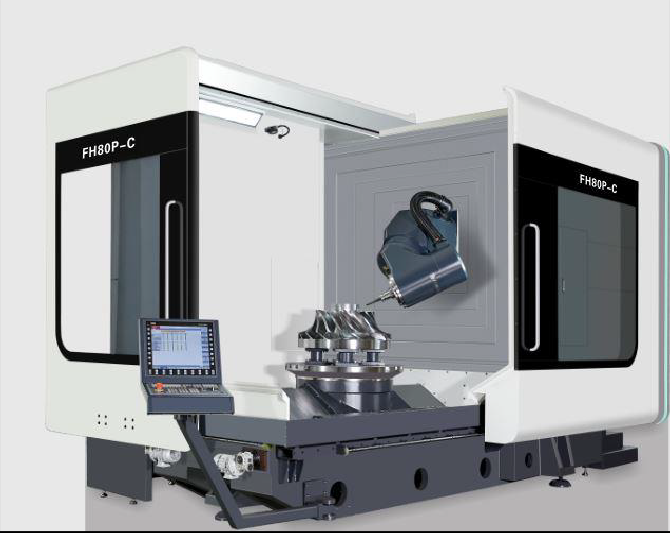
3.3 CNC sveiflufræsihaus (B-ás)

Hönnunareiginleikar
◆ Sjálfstæð hönnun og framleiðsla.
◆ Innbyggður DD mótor núll sending keðja engin bakslag hönnun.
◆ Hár hröðunareiginleikar.
◆ Stysta bilið á milli verkfæranefpunkts snældunnar og burðarstoðarpunktsins gerir sér grein fyrir hámarksstífni skurðar.
◆ Stærra YRT lega bætir stífleika.
◆ Búin með HEIDENHAIN RCN8380 röð algeru snúningskóðara mælikerfi, fullkomlega lokaðri lykkjustjórnun, til að tryggja bestu nákvæmni.
◆B-ás kælikerfishönnun dregur úr hitaflutningi.
3.4 Snúningsborð (C-ás borð)

Hönnunareiginleikar
◆ Sjálfstæð hönnun og framleiðsla.
◆ Innbyggður DD mótor núll sending keðja engin bakslag hönnun.
◆ Mikil hröðunar- og hraðaminnkun svar eiginleika.
◆ Stærra YRT lega eykur stífleika.
◆ Stórt aksturstog, staðsetning og vinnsla með borðstaðsetningu og klemmubúnaði
◆ Uppfylla þarfir mölunar, draga úr meðhöndlun vinnuhluta og bæta nákvæmni vörunnar.
◆ Útbúinn með HEIDENHAIN hánákvæmni snúningskóðara mælikerfi, fullkomlega lokaðri lykkjustýringu til að tryggja bestu nákvæmni.
◆ Hönnun kælikerfis til að draga úr hitaflutningi.
3.5 Stjórnkerfi

Hönnunareiginleikar
◆ Sjálfstæð hönnun og framleiðsla.
◆ Innbyggður DD mótor núll sending keðja engin bakslag hönnun.
◆ Mikil hröðunar- og hraðaminnkun svar eiginleika.
◆ Stærra YRT lega eykur stífleika.
◆ Stórt aksturstog, staðsetning og vinnsla með borðstaðsetningu og klemmubúnaði
◆ Uppfylla þarfir mölunar, draga úr meðhöndlun vinnuhluta og bæta nákvæmni vörunnar.
◆ Útbúinn með HEIDENHAIN hánákvæmni snúningskóðara mælikerfi, fullkomlega lokaðri lykkjustýringu til að tryggja bestu nákvæmni.
◆ Hönnun kælikerfis til að draga úr hitaflutningi.
3.5 Stjórnkerfi
Hönnunareiginleikar
◆ Sjálfstæð hönnun og framleiðsla.
◆Tólaval og verkfæraskipti nota servómótor til að stjórna flugstöðinni, sem er stöðugri og nákvæmari.
◆ Ásamt verkfærastjórnunaraðgerð Siemens840DSL, skilvirkari verkfærastjórnun.
3.7 Lyftanlegur verkfærastillir
Hönnunareiginleikar
◆ Búin með Ransishaw TS27R verkfærasetti með meiri nákvæmni.
◆Sjálfvirk tólastilling á vélinni, sjálfvirk uppfærsla tólabóta.
◆ Hægt er að hækka og lækka verkfærastillingarbúnaðinn til að spara pláss vinnsluyfirborðsins.
◆ Alveg innsigluð málmplötuhönnun til að vernda verkfærasettið fyrir skemmdum af völdum vatns og járnslípu meðan á vinnslu stendur.
3.8 Innrauður rannsakandi
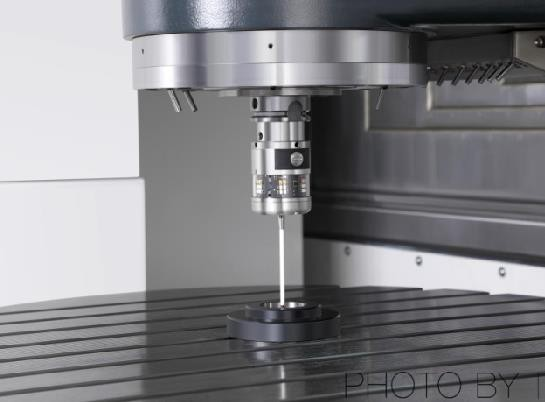
Hönnunareiginleikar
◆ Útbúinn með Ransishaw RMP60 sjónskynjara.
◆Jöfnun vinnustykkis og stærðarskoðun á vél getur dregið úr handvirkum skoðunarvillum og bætt nákvæmni vöru og vinnslu skilvirkni.
◆90% sparnaður í aðstoðartíma um borð.
3.9 Öryggisverndarplötur
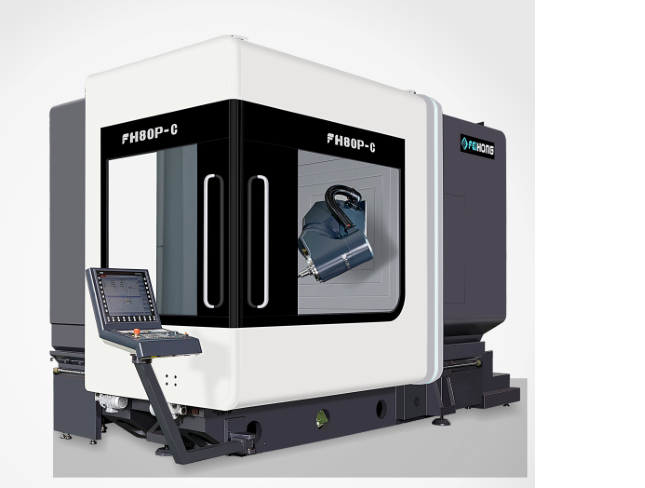
3.10 Útlit
Kápahönnun FH röð fimm ása vinnslustöðvar uppfyllir strönga CE öryggisstaðla.Fullt þétt málmplata kemur í veg fyrir að stjórnandinn komist inn á vinnusvæðið fyrir mistök meðan á vinnslu stendur og kemur um leið í veg fyrir notkun háþrýstiskurðarvökva eða spóna úr vélinni, nema viðvörunarmerkiplötu., Aðgerðarhurðin er einnig búin öryggisrofa til að koma í veg fyrir slys við notkun eða viðhald.Og hefur stóran kíkjuglugga, sem er þægilegt fyrir stjórnandann að skilja rekstur og vinnslu vélarinnar.
3.11 Þrif
Notaðu sjónaukalokið og hlífðarplötuna til að vernda flísina sem myndast við notkun, forðast að skera slettur og valda skemmdum á öðrum búnaði





