BOSM -4Z2000 Háhraða CNC bora og fræsari
1. Notkun búnaðar:
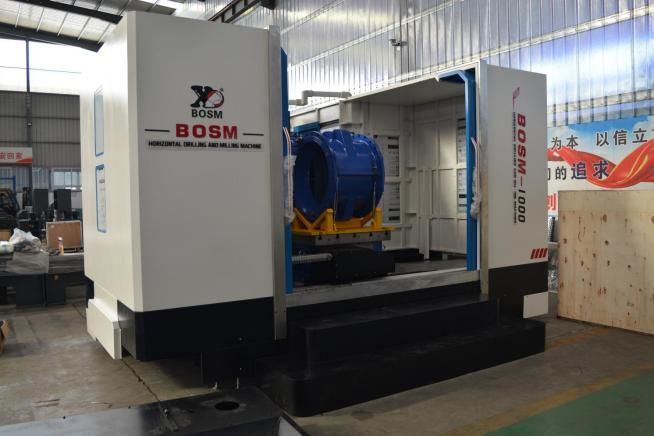
BOSM-1000 lárétt CNC bora og fræsing vél er aðallega notuð fyrir margþætta skilvirka borun, mölun, tappa og leiðinda vinnslu á ventlum, ventlablokkum, lækkarum, flönsum, diskum, hringjum, snúningsstuðningi og öðrum vinnuhlutum innan skilvirks þykktarsviðs . Borun, mölun, tappa og borun er hægt að framkvæma á einstökum efnishlutum og samsettum efnum. Vinnsluferli vélarinnar er stafrænt stjórnað og aðgerðin er mjög þægileg. Það getur gert sér grein fyrir sjálfvirkni, mikilli nákvæmni, fjölbreytni og fjöldaframleiðslu.
2. Uppbygging búnaðar:
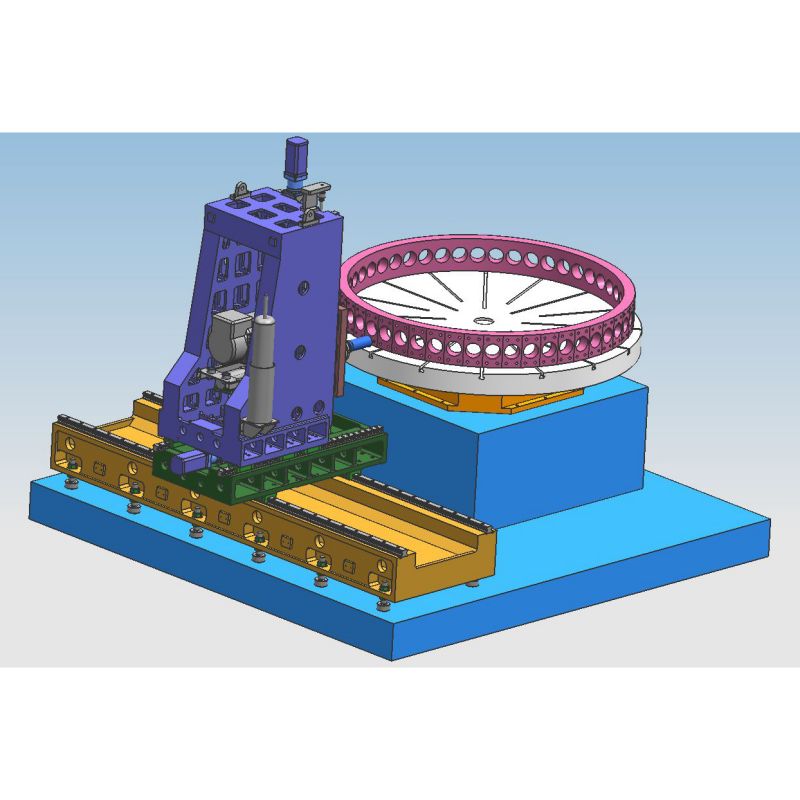
Þessi búnaður er aðallega samsettur af rúmi, CNC vísitölu snúningsborði, hreyfanlegum súlu, hreyfanlegum hnakki, borunar- og mölunarvélarhaus, sjálfvirkum smurbúnaði og verndarbúnaði, hringrásarkælibúnaði, stafrænu stjórnkerfi, vökvakerfi, rafkerfi og svo framvegis. Rollandi línulega stýrisbrautin er studd og stýrð og nákvæmnisskrúfan er knúin. Vélin hefur mikla staðsetningarnákvæmni og endurtekna staðsetningarnákvæmni.
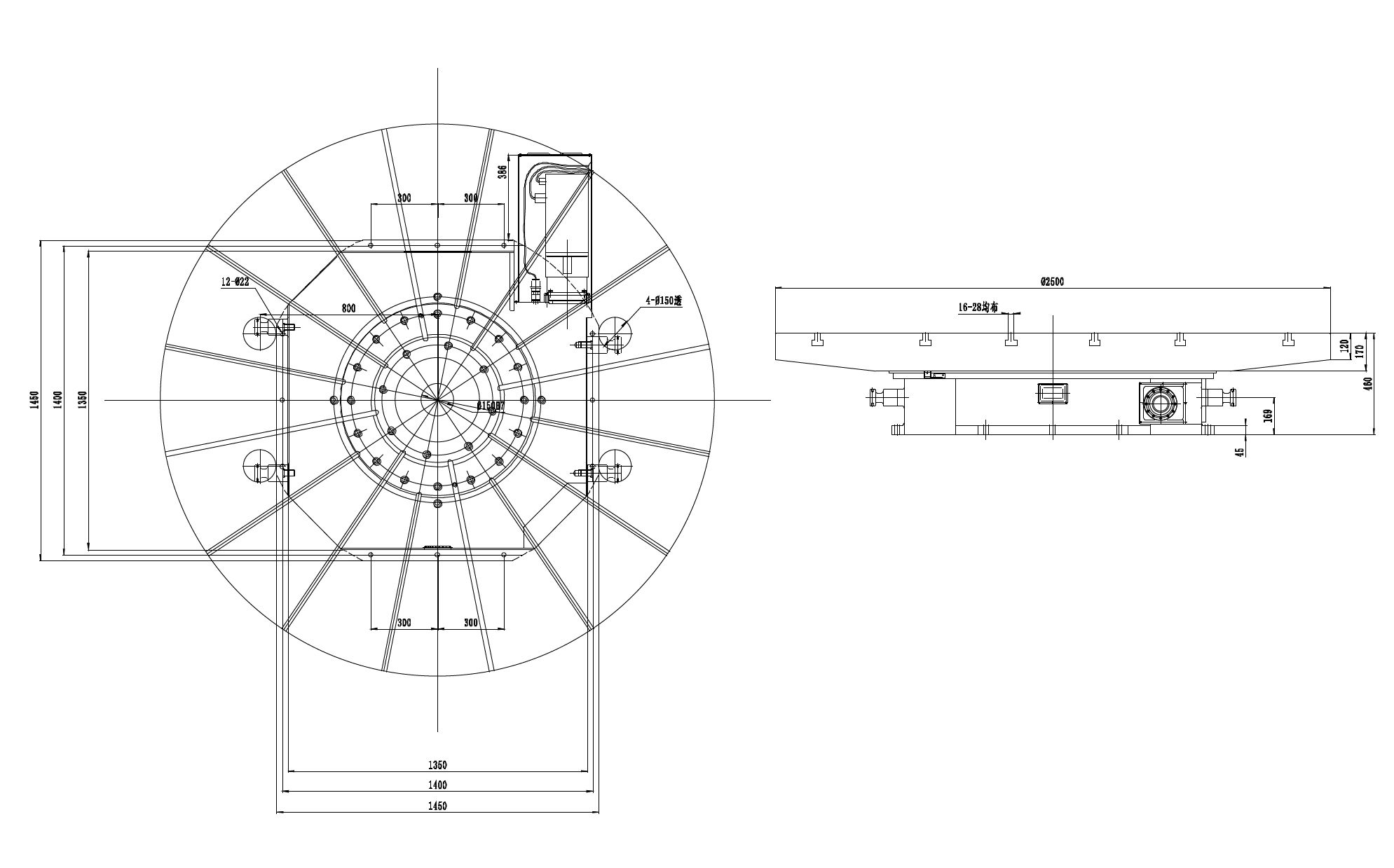
2.1. Rúmvinnuborð: Rúmið er úr HT250 burðarhlutum úr steypujárni. Það er lokið eftir aukatemprun til að fjarlægja innri streitu. Það hefur góða kraftmikla og truflaða stífni og engin aflögun. Nákvæm töluleg stýring vísitöluplata, servó drif 360° handahófskennd staðsetning vísitölu og loft/vökva læsing, drifkerfið notar AC servó mótor til að stilla snúningsáshlutann sjálfkrafa 360° og vísitölu nákvæmni er einn þúsundasta úr gráðu. Vísiplatan er sett ofan á rúmið og stillanlegum boltum er dreift á botn rúmsins, sem getur auðveldlega stillt hæð rúmsins.
2.2. Færanleg súla: Hreyfanlega steypujárnsbyggingarsúlan er kláruð eftir seinni temprunarmeðferð til að fjarlægja innri streitu. Það hefur góða kraftmikla og truflaða stífni og engin aflögun. Sett af nákvæmni kúluskrúfupari og servómótor gera súlurennibrautina til að hreyfast í Y-ás átt. Sett af nákvæmni kúluskrúfupari og servómótor gera súlurennibrautina hreyfast í X-ás átt. Settu boreiningu á einingarennibrautina. Hreyfing súlunnar er að veruleika með því að snúa kúluhnetunni á kúluskrúfunni sem knúin er af servómótornum í gegnum tengið.
2.3. Færanleg hnakkur: Færanlegi hnakkurinn er búinn tveimur línulegum línulegum stýrisbrautarpörum með ofurháa burðargetu, setti af nákvæmni kúluskrúfupari og servómótor, sem knýr boraraflhausinn til að hreyfast í Z-ás stefnu, sem getur átta sig á Power Head hratt áfram, vinna áfram, hratt afturábak, stöðva og aðrar aðgerðir. Það hefur virkni sjálfvirkrar flísarbrots, flísa fjarlægðar og hlé.
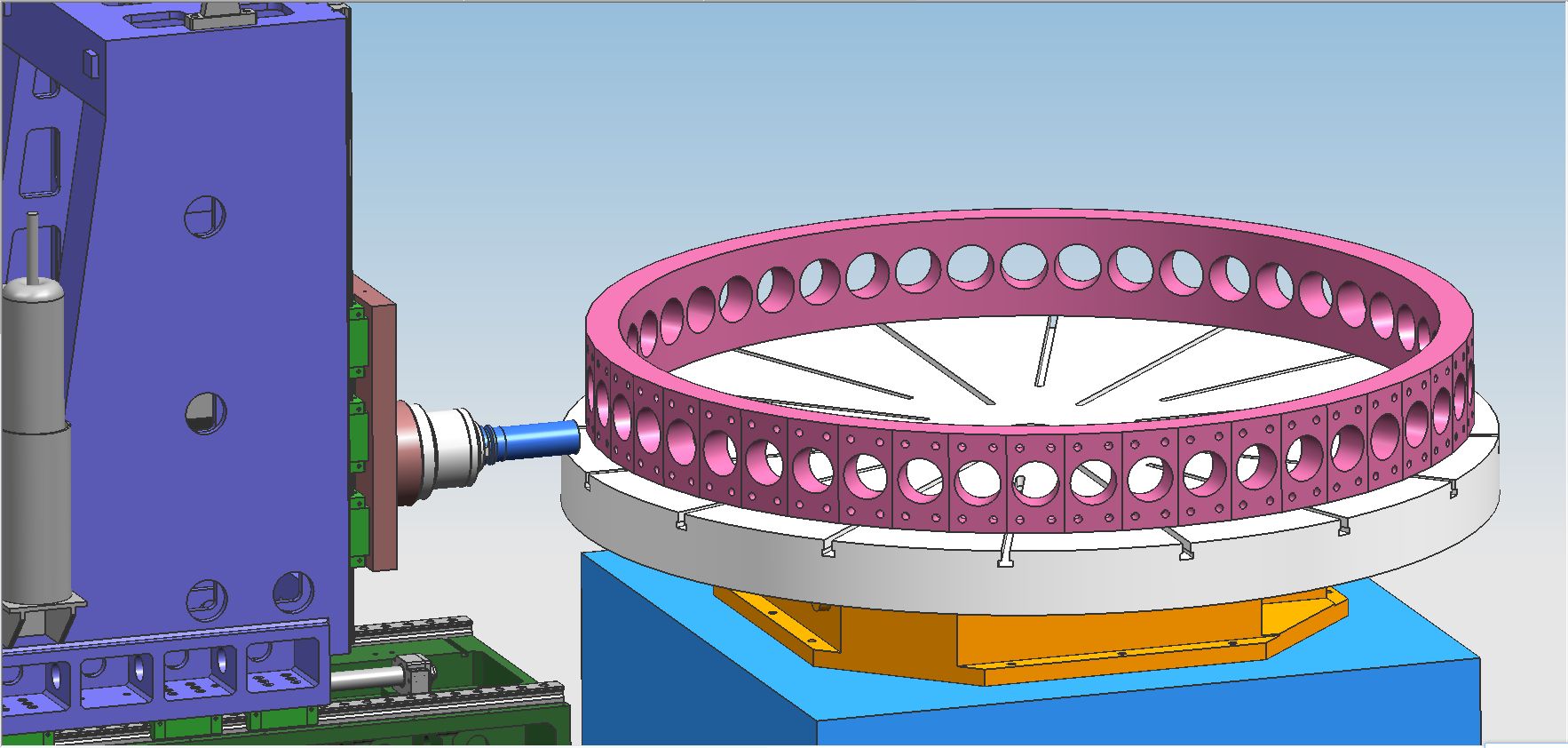
2.4. Boraraflhaus: Boraraflhausinn notar vélrænan snælda frá Taívan og sérstakur nákvæmnissnældinn notar hyrnt snertilag, sem gerir sér grein fyrir skreflausri hraðabreytingu með hástyrkri samstilltri beltisskiptingu. Knúið áfram af servómótorum og kúluskrúfum. Hægt er að tengja Y-ásinn, notar hálf-lokaða lykkjustýringu og getur gert sér grein fyrir línulegum og hringlaga innskotsaðgerðum. Snældaendinn er BT50 taper gat.
2.5. Sjálfvirkur smurbúnaður og verndarbúnaður:
Þessi vél er búin sjálfvirkum smurbúnaði, sem getur sjálfkrafa smurt hreyfanleg pör eins og stýrisbrautir, blýskrúfur og rekki. Vél
Z-ásinn og Y-ásinn eru búnir rykþéttum hlífðarhlífum og vatnsheldar skvettuskífur eru settar upp í kringum vinnuborðið.
2.6. Fullt stafrænt tölulegt stjórnkerfi:
2.6.1. Með flísbrotaaðgerð er hægt að stilla flísbrotstíma og flísbrothring á mann-vél viðmótið.
2.6.2. Útbúinn með verkfæralyftingaraðgerðinni er hægt að stilla lyftihæð verkfæra á mann-vél tengi. Þegar borun er komin á þessa hæð er borinu fljótt lyft upp á vinnustykkið, síðan er spónunum hent og síðan hratt áfram á borflötinn og sjálfkrafa breytt í vinnu.
2.6.3. Miðstýrð stýrikassi og handheld eining nota tölulegt stjórnkerfi og eru með USB tengi og LCD fljótandi kristalskjá. Til að auðvelda forritun, geymslu, skjá og samskipti, hefur rekstrarviðmótið aðgerðir eins og mann-vél samræður, villubætur og sjálfvirk viðvörun.
2.6.4. Búnaðurinn hefur það hlutverk að forskoða og endurskoða holustöðuna fyrir vinnslu og aðgerðin er mjög þægileg
* Til að tryggja þægindin við að hífa og fóðra stóra hringa hefur vélin enga ytri vörn og ytri vörn er valfrjáls.
3. Vélnota umhverfi:
Aflgjafi: Þriggja fasa AC380V±10%, 50Hz±1 Umhverfishiti: 0°~ 45°
4.Tæknilegar breytur
| Fyrirmynd | BOSM-1000 | |
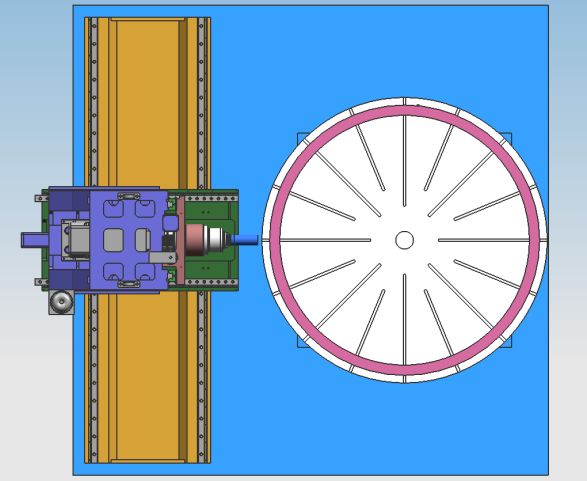
| Hámarksvinnsla stærð vinnustykkis | Leyfilegt hámarkssnúningsþvermál vinnustykkisins (mm) | ≤Φ2000 |
|
Vinnuborð | Mál vinnuborðs (mm) ferningur | □1000 |
| Mál vinnuborðs (mm) kringlótt | Φ1200 | |
| Lárétt hámarksálag (kg) | 5000 | |
|
Lóðrétt ramborunareining | upphæð) | 1 |
| Snælda mjókkar | BT50 | |
| Borþvermál (mm) | 2-120 | |
| Þvermál skurðarskífunnar (mm) | 200 | |
| Þvermál slá (mm) | M6-M36 | |
| Fjarlægð frá snældaenda að miðju borðs (mm) | 1000-1600 | |
| Fjarlægð frá miðju snældu að efra plani borðsins (mm) | 100-1100 | |
| Snældahraði (r/mín) | 30-3000 | |
| Snælda mótor afl (kw) | 30 | |
| Vinnustykki snúningsás (A ás) | Hámarksfjöldi skiptingar (mm) | 360° |
| Stilltu lágmarksdeildareininguna | 0,001° | |
| A-ás servó mótor afl (kw) | 4.2 | |
| Krafthausinn hreyfist til vinstri og hægri (X-ás) | Hámarksslag (mm) | 2000 |
| Hreyfihraði X-ás (m/mín) | 0~8 | |
| X-ás servó mótor afl (kw) | 2.4 | |
| Krafthausinn hreyfist upp og niður (Y-ás) | Hámarksslag (mm) | 1000 |
| Hreyfihraði á Y-ás (m/mín) | 0~8 | |
| Y-ás servó mótor afl (kw) | 2.4 Bremsa | |
| Lengdarhreyfing súlu (Z-ás) | Hámarksslag (mm) | 600 |
| Hreyfihraði Z-ás (m/mín) | 0~4 | |
| Z-ás servó mótor afl (kw) | 2.4 | |
| Staðsetningarnákvæmni | 1000 mm | ±0,05 |
| Endurtekningarhæfni | 1000 mm | ±0,025 |
| Nákvæmni CNC flokkunartöflunnar (mm) |
| 15" |
| Vélarmál (þar á meðal vernd) | Lengd (X) × Breidd (Z) × Hæð (Y) (mm) | ± 5300*6000*3400 |
| Heildarþyngd (t) að meðtöldum vörn | (um)20 | |