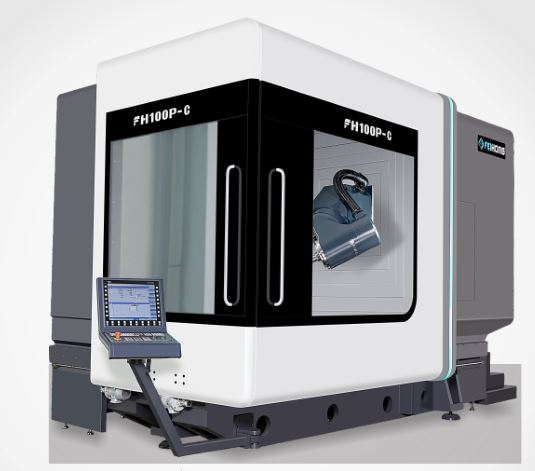
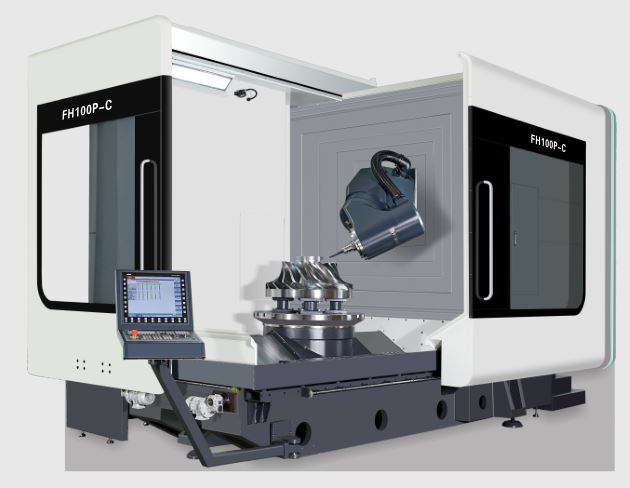
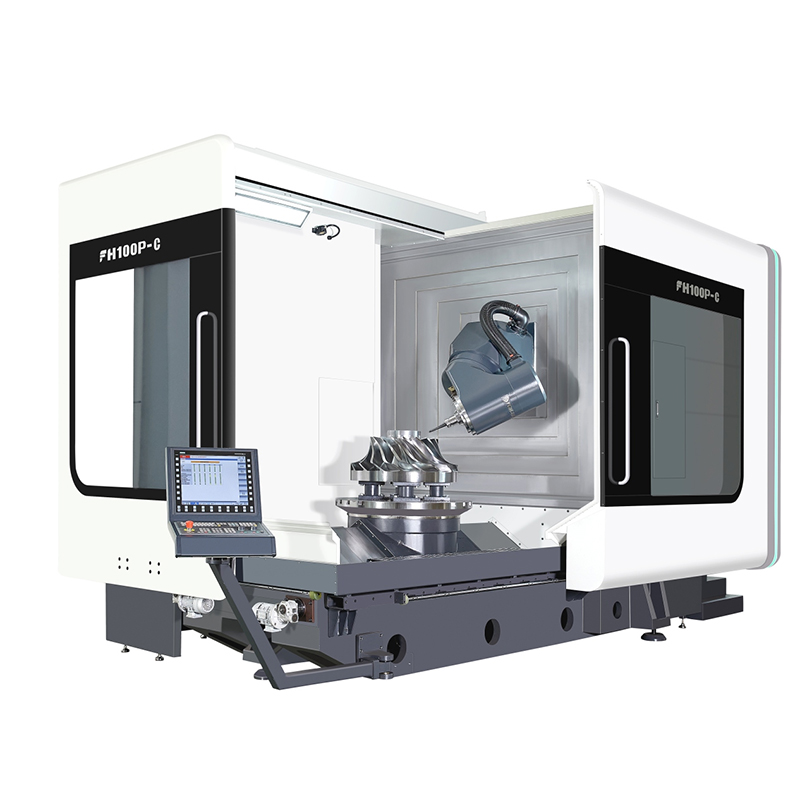
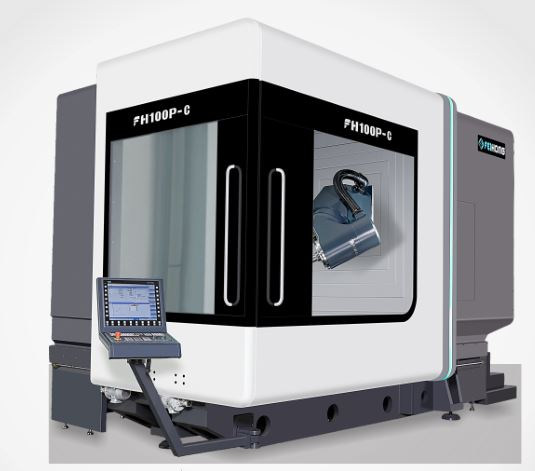
5 ása samtímis fræsing Beygja 100P-C
Umfang framboðs
Aðgerðartafla fyrir staðlaða fylgihluti (vinsamlegast sjáðu stjórnunaraðgerðina fyrir rafstýringarhlutann)
1. Siemens 840DSL stjórnandi
2. Vörumerki Eigin fimm ása fjölvirka sveifluhaus
3. Rafmagnssnælda DGZX-24012/34B2-KFHWVJS
4. HSK-A100 40-Tool Magazine Sjálfvirkt verkfæraskipti
5.X/Y/Z holur kælikúluskrúfudrif
6. 7 Rúlla línulegar glærur (3 fyrir x ás, 2 fyrir y/z ás) —Bosch Rexroth
7. X/Y/Z þriggja ása optísk reglustiku með lokuðu lykkju
8. Rafmagns kassi hitastýringartæki
9. Snældakælir
10. Spiral flís veltingur tæki og aftan járn flís færibönd járn flís bíll
11. Vatn frá miðju snældans, hringlaga vatnsúði
12. Blása loft í miðju snældunnar og blása loft í hringinn.
13. Fimmása höfuðmáninn blæs vatni, og hálfmáninn blæs lofti.
14. 1 gerð öryggislæsinga fyrir vinnuhurðir að framan og á hlið
15. Snælda hringrás kælibúnaður.
16. Vatnsheldur vinnandi flúrpera
17. Vökvastöðvarbúnaður
18. Renishaw OMP60 innrauð rannsakandi
19. Renishaw Laser Tool Setter
20. Miðstýrður sjálfvirkur smurbúnaður fyrir fóðrun
21. Aðgerð hlið hreinsun vatnsbyssu og loft tengi
22. Skuruvökvakælikerfi
23. Alveg lokuð hlífðarplötu
24. Rekstrarbox
25. Rafmagnsboxið er búið loftkælingu
26. Siemens rafrænt handhjól
27. Fótstýrður snældaverkfæri losunarrofi
28. Grunnpúðar og grunnboltar
29. Stillingartæki og verkfærakassar
30. Tæknihandbók
Parameter
| Atriði | Uni | FH100P-C |
| X-ás ferð | mm | 1000 |
| Y-ás ferð | mm | 1150 |
| Z-ás ferð | mm | 1000 |
| Fjarlægð frá snælda nefi að yfirborði vinnuborðs | mm | 160-1160 |
| Lárétt fræsihaus | mm | 30-1030 |
| Fæða/hraði á hraða hreyfingu | m/mín | 40 |
| Fóðurkraftur | KN | 10 |
| Snúningsborð (C ás) | ||
| Stærð vinnuborðs | mm | Ø1050 |
| Hámarksborðsálag (mill) | kg | 4000 |
| Hámarksálag á borði (beygja) | kg | 3000 |
| Rotray borð | snúninga á mínútu | 45 |
| Milling/snúa vinnuborð (samsett mölun og snúningur) | snúninga á mínútu | 500 |
| Lágmarks klofningshorn | ° | 0,001 |
| Metið tog | Nm | 1330 |
| Hámarks tog | Nm | 2630 |
| CNC sveiflufræsihaus (B-ás) | ||
| Sveiflusvið (0=Lóðrétt/180=Stig) | ° | -15-180 |
| Hratt hreyfing og fóðrunarhraði | snúninga á mínútu | 103 |
| Lágmarks klofningshorn | ° | 0,001 |
| Metið tog | Nm | 1050 |
| Hámarks tog | Nm | 2130 |
| Snælda (beygja og malun) | ||
| Snældahraði | snúninga á mínútu | 10000 |
| Snældakraftur | Kw | 42/58 |
| Snælda tog | Nm | 215/350 |
| Snælda tapre |
| HSKA100 |
| Fjarlægð frá miðju snælda að yfirborð geisla stýribrautar | mm | 1091.5 |
| Fyrirmynd | Eining | FH100P-C |
| Verkfæratímarit | ||
| Verkfæraviðmót |
| HSKA100 |
| Getu tímarits verkfæra | PCS | 40 |
| Hámarksþvermál verkfæra/lengd/þyngd |
| Ø135/300/12 |
| Verkfærarofi (Tól til) | S | 2 |
| Mælitæki | ||
| Innrauður rannsakandi | Rensishaw OMP60 | |
| Verkfæragreiningartæki á vinnusvæði | Rensishaw NC4F230 | |
| Vinnslugeta | ||
| Hámarks borþvermál (miðlungs stál) |
| Ø50 |
| Hámarks þvermál slá (miðlungs stál) |
| M40 |
| Hámarksfræsingarþvermál (miðlungs stál) |
| 250 |
| Nákvæmni (ISO230-2 og VDI3441) | ||
| X/Y/Z staðsetningarnákvæmni | mm | 0,006 |
| X/Y/Z Endurtekin staðsetningarnákvæmni | mm | 0,004 |
| B/C staðsetningarnákvæmni |
| 8" |
| B/C Endurtekin staðsetningarnákvæmni | 4" | |
| Stýrikerfi |
| Siemens 840D |
| Vélarhæð (almenn vél) | mm | 3650 |
| Upptekið svæði fyrir aðalvél (L*W) | mm | 5170x3340 |
| Upptekið svæði fyrir verkfæratímarit (L*W) | mm | 1915x1400 |
| Upptekið svæði fyrir flísfæriband (L*W) | mm | 3120x1065 |
| Upptekið svæði fyrir vatnsgeymi (L*W) | mm | 1785x1355 |
| Heildarupptekið svæði til að klára vél (L*W) | mm | 6000x3750 |
| Þyngd vélar | Kg | 21000 |
CNC vélstjórnandi
| Stjórnkerfi | Siemens 840DSL (mótor og drif) | ||
| Fjöldi stjórnása | 5-ás samtímis mölun með samtímis beygju (NC ás + snælda, BC ás) | ||
| Samtímis stjórn á 5 ásum Samtímis fræsing með snúningi | staðsetningarás | Standard X, Y, Z, B, C | |
| innskot | bein lína | X, Y, Z, B, C ásar (hægt er að bæta upp X, Y, Z, B, C) | |
| boga | X, Y, Z, B, C ásar (hægt er að bæta upp X, Y, Z, B, C) | ||
| Lágmarks kennslueining | 0,001um | ||
| lágmarks stýrieining | 0,1nm | ||
| Skjár | 19LCD | ||
| Mótor | Þreföld ofhleðslugeta með algerum kóðara (staðsetning kóðara glatast aldrei) | ||
| Ytri samskiptaaðgerð | Ethernet og RS232C tengi | ||
| Rekstrarhamur | MDI, sjálfvirkt, handvirkt, handhjól, uppruna (alger), REPOS | ||
| dagskrárlega | ISO tungumál ritstjóri á netinu | ||
| Hámarks geymslurými PLC forritunar | 2048KB | ||
| Interpolation virka | Beinar línur, hringir í gegnum og í gegnum miðpunkta, spíralar, fínir fletir, háhraðastillingar o.s.frv. | ||
| Fjöldi verkfærajöfnunar | 512 hópar | ||
| Stækkun handhjóls | 0,1/0,01/0,001 mm | ||
| Lágmarksstillingar og flutningseiningar | 1um/X,Y,Z | ||
| gagnasparnaður | Minnisgögn glatast aldrei þegar slökkt er á þeim | ||
| fóðurhraði | 0%-150% | ||
| Stækkun hratt áfram | 0%-100% | ||
| Inntaks- og úttaksviðmót | Ethernet og RS232C tengi, CF kort, USB geymslu öryggisafrit | ||
| sýna tungumál | kínverska og enska | ||
Staðlað stillingarmagn
| No | Nafn aukabúnaðar | eining | Magn |
| 1 | fótstýringarrofi | sett | 1 |
| 2 | Vökvaþrýstibúnaður | sett | 1 |
| 3 | Miðstýrður smurbúnaður | sett | 1 |
| 4 | kælikerfi | sett | 1 |
| 5 | vinnulampi | sett | 1 |
| 6 | Þriggja lita ljós | sett | 1 |
| 7 | lárétt brú | Stk | 1 |
| 8 | Verkfærafestingar | sett | 1 |
| 9 | Venjulegur verkfærapakki | sett | 1 |
| 10 | öryggishurðarlás | sett | 1 |
| 11 | grunnsett | sett | 1 |
| 12 | Settu upp aðlögunartólið | sett | 1 |
| 13 | Stíf slá og snælda fjölpunkta staðsetningu | sett | 1 |
| 14 | Skrúfufæriband og sjálfvirk vél til að fjarlægja flís | sett | 1 |
| 15 | Venjulegt vökvakerfi | sett | 1 |
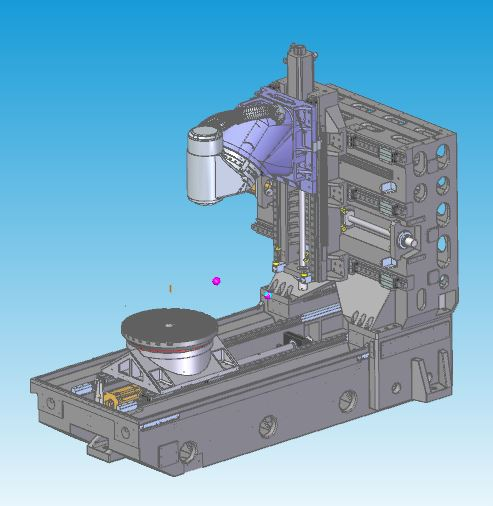
Hönnunareiginleikar | Besta vélrænni vírsteypugreiningarhönnun
Hitasamhverf steypubygging í fullri kassa, með Meehanna hágæða steypujárni
Temperandi og náttúruleg öldrunarmeðferð til að útrýma innri streitu
Jarðvirki náttúruleg tíðni titringur útilokar efnisvinnsluálag
Stórt svæði með mikilli stífni súluhönnun með fullum vegg, sem bætir í raun stífni og kyrrstöðu og kraftmikla nákvæmni
Þriggja ása holur kæliskrúfa
CNC sveiflufræsihaus (B-ás)

Hönnunareiginleikar
Innbyggður DD mótor núll sending keðja engin bakslag hönnun
Háir hröðunareiginleikar
Stysta bilið á milli verkfæranafspunkts snældunnar og burðarstoðarpunktsins gerir sér grein fyrir hámarksstífni skurðar
Stærri YRT legur auka stífni
Útbúinn með HEIDENHAIN hánákvæmni snúningskóðara mælikerfi, fullkomlega lokaðri lykkjustýringu til að tryggja bestu nákvæmni
Snælda og B-ás kælikerfi hönnun til að draga úr hitaflutningi
Snúningsborð (C ás)

Hönnunareiginleikar
Innbyggður DD mótor núll sending keðja engin bakslag hönnun
Mikil hröðunar- og hraðaminnkunarsvörun
Stærri YRT legur auka stífni
Stórt aksturstog, staðsetning og vinnsla með borðstaðsetningu og klemmubúnaði
Uppfylltu tvær vinnsluþarfir fræsunar og fræsnunar, draga úr meðhöndlun vinnustykkisins og bæta nákvæmni vörunnar
Útbúinn með HEIDENHAIN hánákvæmni snúningskóðara mælikerfi, fullkomlega lokaðri lykkjustýringu til að tryggja bestu nákvæmni
Hönnun kælikerfis til að draga úr hitaflutningi
Lyftanlegur verkfærastillir

Hönnunareiginleikar
Búin með Ransishaw NC4F230 leysibúnaðarsetti sem ekki snertir snertingu fyrir meiri nákvæmni
Sjálfvirk verkfærastilling á vél, sjálfvirk uppfærsla á verkfærum
Hægt er að hækka og lækka verkfærastillingarbúnaðinn til að spara pláss vinnsluyfirborðsins
Alveg lokuð málmhönnun verndar verkfærasettið fyrir vatni og járnslípum meðan á vinnslu stendur
Innrauður rannsakandi
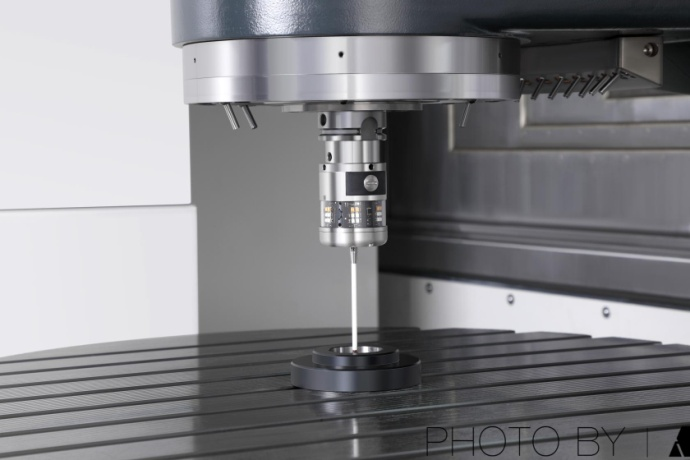
Hönnunareiginleikar
Útbúin með Ransishaw OMP60 sjónrænum snertimæli
Jöfnun vinnustykkis og stærðarskoðun á vél, draga úr handvirkum skoðunarvillum, bæta nákvæmni vöru og skilvirkni í vinnslu
90% sparnaður í aðstoðartíma á vél