






Fimm ása vinnslustöð FH135P
Fimm ássamtímisvinnslustöð
XYZ línuleg ás holur kæli skrúfa drif
B\C snúningsskaft DD bein drifskipting
Fullt lokað lykkja algilda mælikerfi
Aðalstilling
Aðgerðartafla fyrir staðlaða fylgihluti (vinsamlegast sjáðu stjórnunaraðgerðina fyrir rafstýringarhlutann)
| No | Atriði | Eining | Magn |
| 1. | FH stórgrind steinsteypa | Sett | 1 |
| 2. | Siemens ONE stýrikerfi | Sett | 1 |
| 3. | Sýna: 21,5 tommu snertiskjáspjald | Sett | 1 |
| 4. | FH fimm ása fjölvirka sveifluhaus (B-ás) | Sett | 1 |
| 5. | FH-DGZX-28010/42B2 Milling Rafmagns snælda (varin snúningsaðgerð) | PC | 1 |
| 6. | X/y/z ás holt kælt kúluskrúfa | PCS | 3 |
| 7. | Milling Bein drif snúningsborð (C-ás) | Sett | 1 |
| 8. | B-ás RCN8380 29 bita alger kóðari | PC | 1 |
| 9. | C ás RCN2580 28 bita alger kóðari | PC | 1 |
| 10. | INA Roller Linear Slides | Leikmyndir | 7 |
| 11. | Snælda vatnskælikerfi | Sett | 1 |
| 12. | Vélhring vatnsúða | Sett | 1 |
| 13. | Fimm ása höfuð hálfmáni vatnsúði, hálfmáni blása | Sett | 1 |
| 14. | Öryggislæsingarkerfi að framan og til hliðar | Sett | 1 |
| 15. | Vatnsheld vinnutunnulýsing | PCS | 2 |
| 16. | Vökvastöð | Sett | 1 |
| 17. | Miðstýrður smurbúnaður fyrir fóður | Sett | 1 |
| 18. | Aðgerðarhlið hreinsivatnsbyssu og loftbyssu | Sett | 1 |
| 19. | Skera vökvakerfi (CTS 25BAR) | Sett | 1 |
| 20. | Alveg lokuð hlífðarplötu | Sett | 1 |
| 21. | Rekstrarbox | Sett | 1 |
| 22. | Rafmagns kassi loftkælir | Sett | 1 |
| 23. | Siemens rafrænt handhjól | PC | 1 |
| 24. | Fótstýrður snældaverkfæri losunarrofi | PC | 1 |
| 25. | Vélar þrílita ljós | Sett | 1 |
| 26. | 40 stk HSK-A63 verkfæratímarit og servó ATC kerfi | Sett | 1 |
| 27. | X/Y/Z þriggja ása algildi rist mælikvarði | Leikmyndir | 3 |
| 28. | Spíralflísrúlla og flísflutningsvagn að aftan | Sett | 1 |
| 29. | Renishaw OMP60 innrautt rannsaka tæki | Sett | 1 |
| 30. | Renishaw NC4F230 Tool Setter Unit | Sett | 1 |
| 31. | Grunnpúðar og grunnboltar | Sett | 1 |
| 32. | Tæknihandbók | Sett | 1 |
Parameter
| Fyrirmynd | Eining | FH135P |
| Ferðalög | ||
| X-ás ferð | mm | 1450 |
| Y-ás ferð | mm | 1450 |
| Z-ás ferð | mm | 1000 |
| Fjarlægð frá snældu nefinu yfir í vinnanlegt yfirborð | mm | 160-1160 |
| Lárétt fræsihaus | mm | 30-1030 |
| Fæða/hraði á hraða hreyfingu | m/mín | 40 |
| Fóðurkraftur | KN | 10 |
| Snúningsborð (C ás) | ||
| Stærð vinnuborðs | mm | Ø1400x1300 |
| Max.Table Load (Milling) | kg | 4000 |
| Milling Table Max. hraða | snúninga á mínútu | 50 |
| Lágmarks klofningshorn | ° | 0,001 |
| Metið tog | Nm | 1330 |
| Hámarks tog | Nm | 2630 |
| CNC sveiflufræsihaus (B-ás) | ||
| Sveiflusvið (0=lóðrétt/180=lárétt) | ° | -15-180 |
| Hraðgangur og fóðurhraði | snúninga á mínútu | 50 |
| Lágmarks klofningshorn | ° | 0,001 |
| Metið tog | Nm | 1050 |
| Hámarks tog | Nm | 2130 |
| Snælda | ||
| Snældahraði | snúninga á mínútu | 10000 |
| Snældafl (S1) | Kw | 42/58 |
| Snælda tog (S1/S6) | Nm | 215/350 |
| Snælda mjókkar |
| HSKA100 |
| Verkfæratímarit | ||
| Verkfæraviðmót |
| HSKA100 |
| Getu tímarits verkfæra | PCS | 40 |
| Hámarks þvermál/lengd/þyngd verkfæra |
| Ø135/300/12 |
| Skiptatími verkfæra (tól til verkfæris) | S | 4 |
| Mælitæki | ||
| Innrauður rannsakandi | Renishaw OMP60 | |
| Verkfæragreiningartæki á vinnusvæði | Renishaw NC4F230 | |
| Staðsetningarnákvæmni (ISO230-2 og VDI3441) | ||
| X/Y/Z staðsetningarnákvæmni | mm | 0,006 |
| X/Y/Z Endurtekin staðsetningarnákvæmni | mm | 0,004 |
| B/C staðsetningarnákvæmni |
| 8" |
| B/C Endurtekin staðsetningarnákvæmni |
| 4" |
| CNC stjórnandi | ||
| CNC kerfi |
| Siemens ONE |
Helstu vélaforskriftir | Besta uppsetning stífrar uppbyggingar
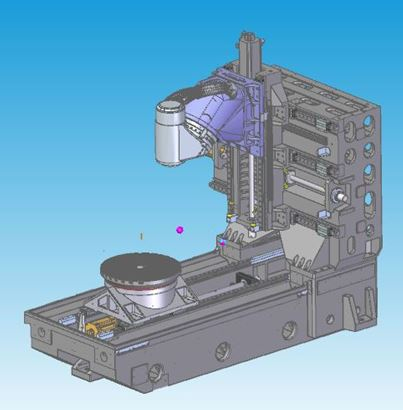
Hönnunareiginleikar | Besta vélrænni vírsteypugreiningarhönnun
◆ Full kassategund hitamyndunarbyggingaruppbygging, með því að nota Meehanite bekk hágæða steypujárn
◆ Temperandi og náttúruleg öldrunarmeðferð til að útrýma innri streitu
◆ Jarðvirki náttúruleg tíðni titringur útilokar efnisvinnsluálag
◆ Hönnun stórs svæðis og mikillar stífni dálks á öllum veggnum getur í raun bætt stífleika og kyrrstöðu og kraftmikla nákvæmni
◆ Þriggja ása holur kælandi blýskrúfa
Rafmagns snælda

Hönnunareiginleikar
◆ Í samræmi við einkenni vélarinnar, sjálfstæðra rannsókna og þróunar og framleiðslu.
◆ Taper gat af HSK-A100 er samþykkt í FH135P líkaninu.
◆ Samþykkja ytra kælikerfi fyrir hringrásarkælingu, sem getur í raun tryggt beitingu rafmagnssnælda.
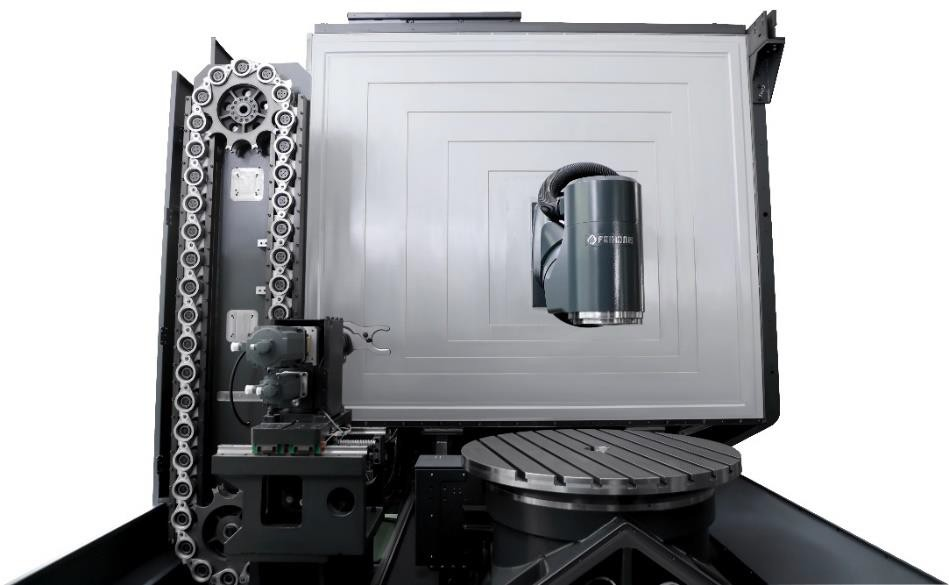
CNC sveiflufræsihaus (B-ás)

Hönnunareiginleikar
◆ Sjálfstæð hönnun og framleiðsla.
◆ Innbyggður DD mótor núll sending keðja engin bakslag hönnun.
◆ Hár hröðunareiginleikar.
◆ Stysta bilið á milli verkfæranefpunkts snældunnar og burðarstoðarpunktsins gerir sér grein fyrir hámarksstífni skurðar.
◆ Stærra YRT lega bætir stífleika.
◆ Búin með HEIDENHAIN RCN8380 röð algeru snúningskóðara mælikerfi, fullkomlega lokaðri lykkjustjórnun, til að tryggja bestu nákvæmni.
◆B-ás kælikerfishönnun dregur úr hitaflutningi.
Snúningsborð (C-ás töflu)

Hönnunareiginleikar
◆ Sjálfstæð hönnun og framleiðsla.
◆ Innbyggður DD mótor núll sending keðja engin bakslag hönnun.
◆ Mikil hröðunar- og hraðaminnkun svar eiginleika.
◆ Stærra YRT lega eykur stífleika.
◆ Stórt aksturstog, staðsetning og vinnsla með borðstaðsetningu og klemmubúnaði
◆ Uppfylla þarfir mölunar, draga úr meðhöndlun vinnuhluta og bæta nákvæmni vörunnar.
◆ Útbúinn með HEIDENHAIN hánákvæmni snúningskóðara mælikerfi, fullkomlega lokaðri lykkjustýringu til að tryggja bestu nákvæmni.
◆ Hönnun kælikerfis til að draga úr hitaflutningi.
Stýrikerfi

Val eiginleikar
◆ Veldu Control Host NCU730.3b fyrir fimm ás tengingu (sjá aðgerðartöfluna fyrir nánari upplýsingar um kerfisstillingu)
◆ með RTCP aðgerð
◆ Veldu Siemens S120 Drive með 3 sinnum ofhleðslugetu og 1ft röð mótor
◆ Veldu TCU30.3+ICP427E sem HMI Interactive Host, IPC hefur hærri tölvuhraða og hærra geymslupláss
Sjálfvirkt verkfæraskiptakerfi
Hönnunareiginleikar
◆ Sjálfstæð hönnun og framleiðsla.
◆Tólaval og verkfæraskipti nota servómótor til að stjórna flugstöðinni, sem er stöðugri og nákvæmari.
◆ Samhliða verkfærastjórnun Siemens One, skilvirkari verkfærastjórnun.
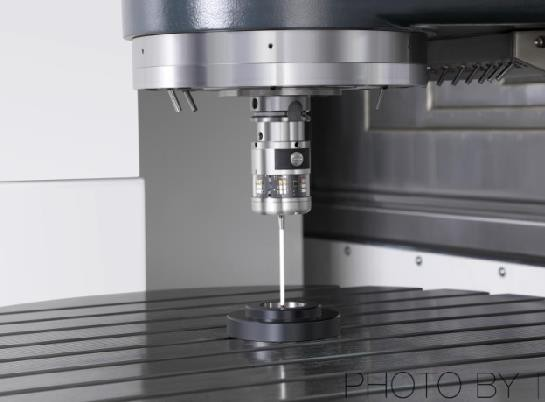
Lyftanlegur verkfærastillir
Hönnunareiginleikar
◆ Búin með Ransishaw NC4F230R Tool Setter með meiri nákvæmni.
◆Sjálfvirk tólastilling á vélinni, sjálfvirk uppfærsla tólabóta.
◆ Hægt er að hækka og lækka verkfærastillingarbúnaðinn til að spara pláss vinnsluyfirborðsins.
◆ Alveg innsigluð málmplötuhönnun til að vernda verkfærasettið gegn skemmdum af völdum vatns og járnslípu við vinnslu.
Innrauður rannsakandi
Hönnunareiginleikar
◆ Búin með Renishaw OMP60 innrauða rannsakaeiningunni.
◆Jöfnun vinnustykkis og stærðarskoðun á vél getur dregið úr handvirkum skoðunarvillum og bætt nákvæmni vöru og vinnslu skilvirkni.
◆90% sparnaður í aðstoðartíma um borð.
Útlit
Kápahönnun FH-línunnar fimm ása vinnslustöð uppfyllir strönga CE öryggisstaðla. Fullt þétt málmplata kemur í veg fyrir að stjórnandinn komist inn á vinnusvæðið fyrir mistök meðan á vinnslu stendur og kemur um leið í veg fyrir notkun háþrýstiskurðarvökva eða spóna úr vélinni, nema viðvörunarmerkiplötu. , Aðgerðarhurðin er einnig búin öryggisrofa til að koma í veg fyrir slys við notkun eða viðhald. Og hefur stóran kíkjuglugga, sem er þægilegt fyrir rekstraraðilann að skilja rekstur og vinnslu vélarinnar.
Þrif
Notaðu sjónaukalokið og hlífðarplötuna til að vernda flísina sem myndast við notkun, forðast að skera slettur og valda skemmdum á öðrum búnaði
Lýsing
Vinnusvæðið er búið tveimur LED ljósum og lýsing lýsingarinnar er haldið yfir 800LUX, sem veitir rekstraraðila viðeigandi björt vinnuumhverfi.
Rekstrarhæfni
Aðgerðarhliðin er búin með klofna rennihurð, sem veitir stórt opnunarrými, sem er þægilegt fyrir vinnustykkið að vera frjálslega hlaðinn og losaður úr þremur áttum með krananum.





