






CNC lárétt 5-ása NHM-63-P


Kynning á 5 ása vél
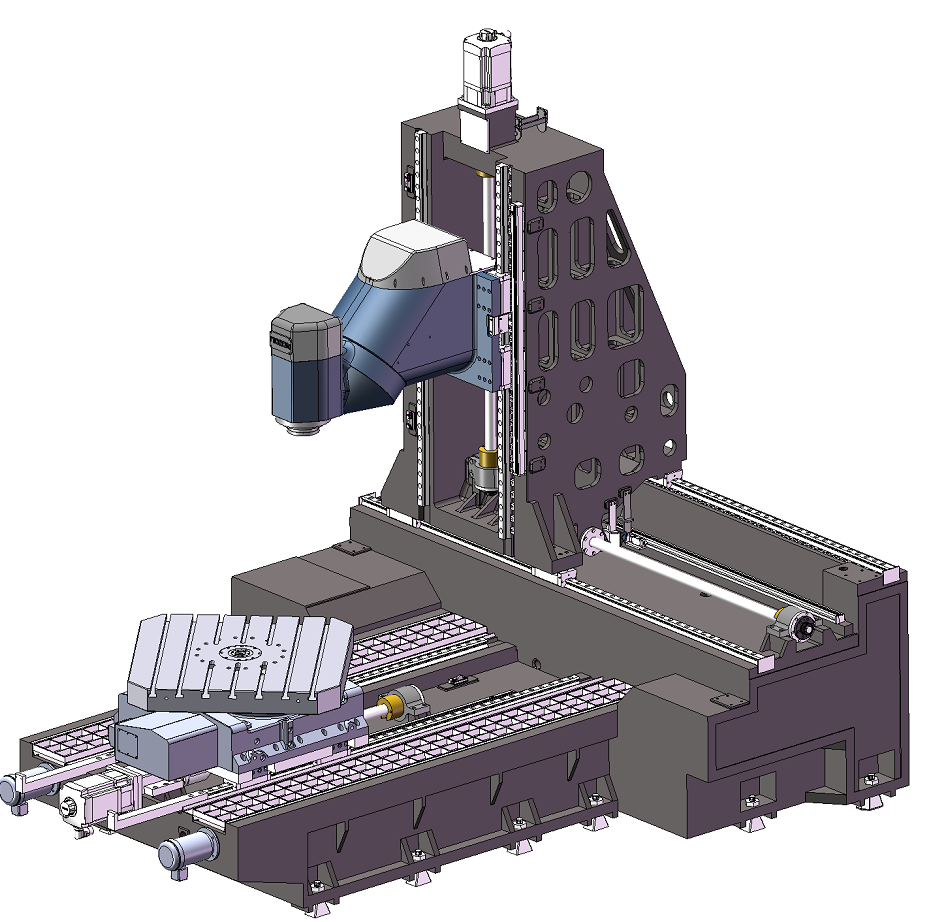
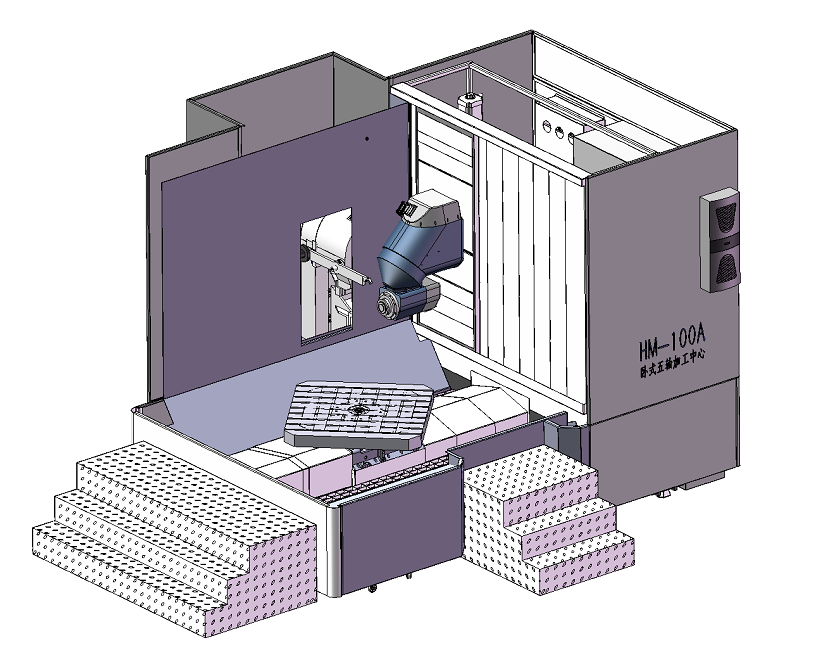
NHM líkanið er lóðrétt til lárétt umbreyting lárétt fimm ása vinnslustöð. Stöðluð uppsetning vélbúnaðarins er SIEMENS 840D sl CNC kerfi, og miklar líkur eru á því að Siemens servó mótor beinn drif sé notaður, sem gerir það að verkum að vélbúnaðurinn hefur einkenni mikillar staðsetningarnákvæmni, hraðvirkrar viðbragðshraða og fimm ása tengivinnslu. . Á sama tíma er vélbúnaðurinn búinn sjálfvirkum verkfæraskiptabúnaði sem endurspeglar skilvirka og sjálfvirka vinnslu að fullu.
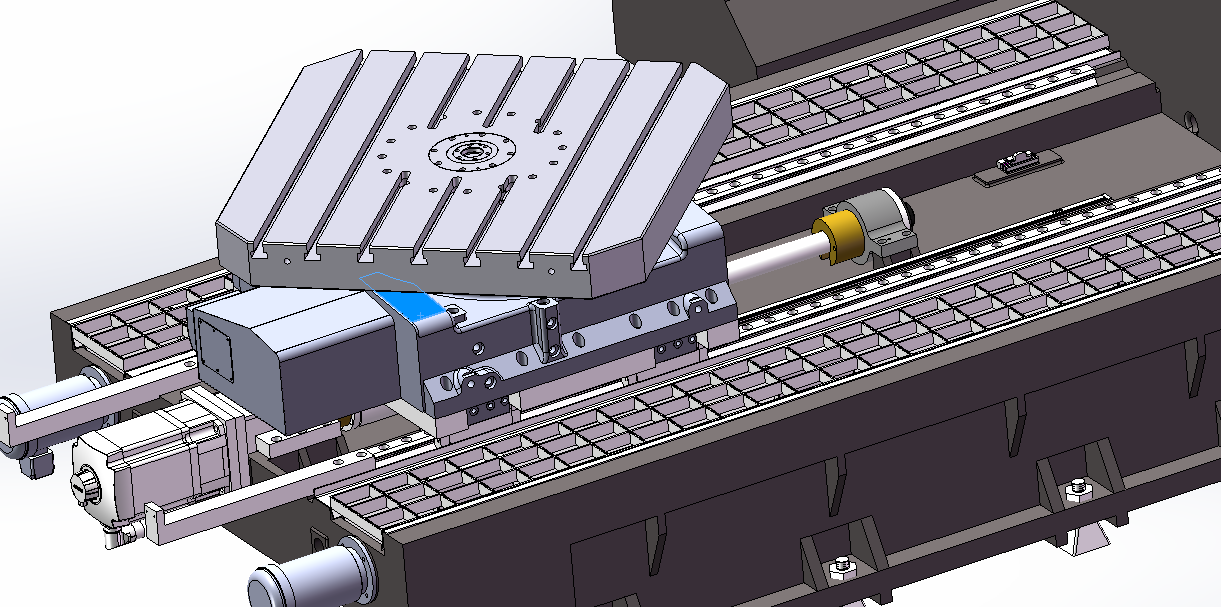
Vélin færist til vinstri og hægri í gegnum renniplötuna (X-ás), vinnuborðið færist fram og til baka (Z-ás), höfuðstokkurinn færist upp og niður (Y-ás), borðið snýst (C-ás) og fræsarhausinn snýst (B ás), sem gerir sér grein fyrir fimm ása tengingunni. íþróttir. Öll vélin er samsett úr rúmi, súlu, renniplötu, snúningsborði, mölunarhaus, loftkerfi, sjálfvirku smurkerfi, kælikerfi til að fjarlægja flís, rafkerfi og að fullu lokuðu verndarkerfi.
Vélin er búin rafmagnssnælda sem staðalbúnað, með virkni miðlægs vatnsúttaks, sem getur gert sér grein fyrir sjálfvirkri losun og broti á snældunni. Þrír línulegir ásar vélbúnaðarins, X, Y og Z, nota servómótora til að knýja kúluskrúfuna beint til að snúast í gegnum tengið. Sendingarkerfið hefur mikla hreyfinákvæmni og flutningsstífleika.
Helstu keyptu hlutar vélarinnar eru allir keyptir frá fyrsta flokks vörumerkjum, með vatnskælum, flísfæriböndum og flísabílum sem staðalbúnað.
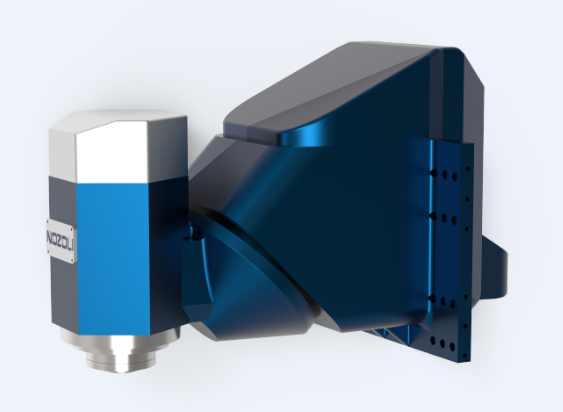
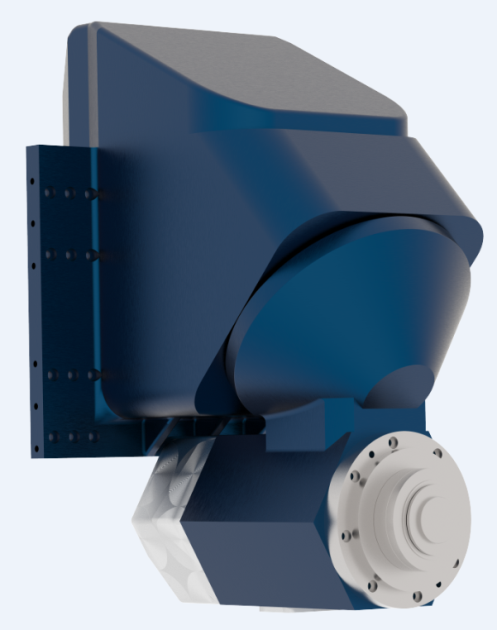
Hægt er að snúa lóðréttu og láréttu hausunum í tveimur hornréttum snúningsplanum.
Það gerir sér grein fyrir lóðréttum til láréttum umbreytingum og marghliða vinnslu, og leysir marghliða, margbrúna og margraufa fræsingu ýmissa horna í einni klemmu á vinnustykkinu.
Afkastamikil rafmagnssnælda, stuttur vinnslutími, mikil skurðarskilvirkni, langt verkfæri, mikil vinnslunákvæmni
Fyrirferðarlítil hönnun, óvirkt klemmukerfi með mikla næmni, mjög stöðugar bremsur og vinnsla með mikilli nákvæmni
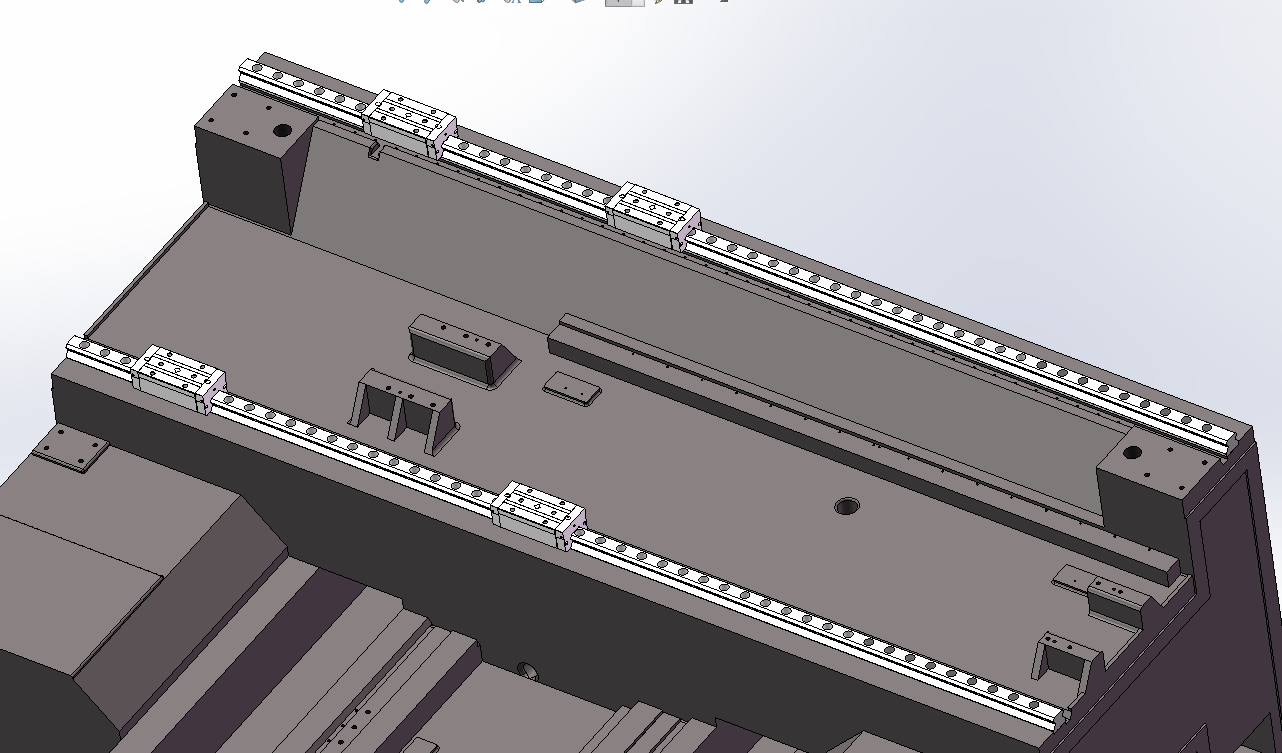
NHM líkanið er lóðrétt-lárétt umbreytingargerð fimm ása tengingarvinnslustöð. Þriggja ásinn samþykkir línulega rúllustýri með mikilli nákvæmni, mikið hleðslu, háhraða, stífni og hávaða, sem hreyfast mjúklega án þess að skríða og veita fullkomna fóðurafköst.
Staðsetningar- og klemmukerfi með mikilli nákvæmni, notkun á afkastamikilli staðsetningar- og klemmubúnaði getur tryggt stífa klemmu og nákvæma staðsetningu bakkans og endurtekin staðsetningarnákvæmni bakkans getur náð 0,003 mm.
Rúmið samþykkir T-laga samþætt rúm og höggþolið er bætt um 15%. Hönnunarskipulagið er öfug T-laga uppbygging fyrir lóðrétt og lárétt rúm og uppbyggingin er þétt.
Hefur stærra vinnslusvið og meiri burðargetu vinnustykkisins
Mát hönnun, ríkur stækkanleiki, er hægt að nota sem sveigjanlegt framleiðslukerfi með sjálfvirkum línum
(1) X stýrisbrautarform: súlan er búin tveimur 55 mm þungum línulegum stýrisbrautum. Það getur uppfyllt kröfur um mikla stífni og styrk og getur uppfyllt tæknilega kosti lítilla núningsstuðuls, hraðvirkan hraða og langan endingartíma; smuraðferð: olíu smurning; vörumerki vírmælis: Taiwan Shangyin eða sama vörumerki;
(2) X-ás drif: Eftir að AC servó mótorinn er notaður til að auka og minnka hraðann, knýr hann 50 mm þvermál nákvæmni kúluskrúfunnar til að snúa til að ná vinstri og hægri fóðrun; Smuraðferð: olíusmurning; Skrúfamerki: Taiwan Shangyin eða sama vörumerki;
(3) Útbúinn með tvöföldum hárnákvæmni ristarkvarða með fullri lokuðu lykkju; vörumerki grindarskala: Spánn FAGOR eða sama vörumerki;
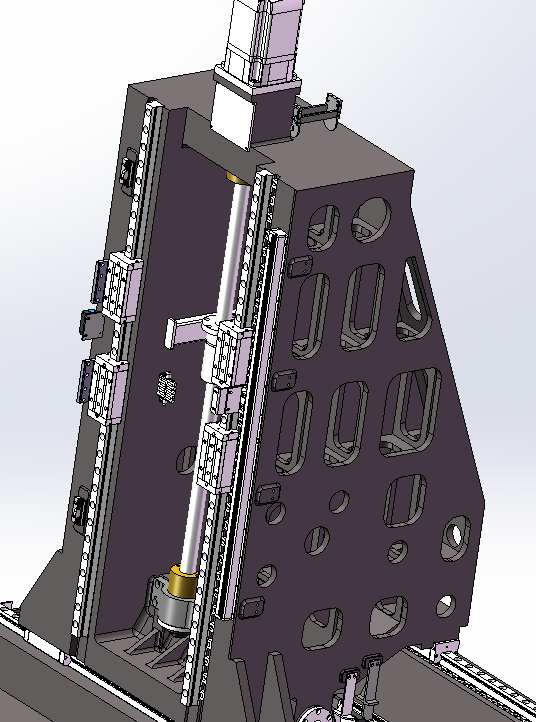
(1) Stýribrautarform: Y-ásinn samþykkir tvær 55 þungar línulegar stýrisbrautir sem leiðar- og burðarbraut fyrir lóðrétta og lárétta alhliða mölunarhausinn til að fara upp og niður. Það getur uppfyllt tæknilegar kröfur um háhraða frágang og lághraða þungur klippa. Smuraðferð: olíusmurning. Vírmælismerki: Taiwan Shangyin eða sama flokks vörumerki;
(2) Y-ás sending: Eftir að AC servó mótorinn er notaður til að auka og minnka hraðann, knýr hann 50 mm þvermál nákvæmni kúluskrúfu til að snúa til að átta sig á upp og niður fóðrun. Smuraðferð: olíusmurning. Skrúfamerki: Taiwan Shangyin eða sama vörumerki;
(3) Útbúinn með hárnákvæmni ristkvarða með fullri lokuðu lykkju; vörumerki grindarskala: Spánn FAGOR eða sama vörumerki;
(4) XY stýribrautarvörn: Heildarbrynjuvörnin er notuð til verndar til að koma í veg fyrir að aðskotahlutir komist inn í og mengi stýribrautina. Hlífðarhlífin hefur fallegt útlit og sanngjarna uppbyggingu.
(1) Form stýrisbrautar: Z-ás samþykkir tvær 55 þungar línulegar stýrisbrautir sem leiðar- og burðarteina fyrir borðið til að hreyfa sig; Smuraðferð: olíusmurning; Vírmælismerki: Taiwan Shangyin eða sama flokks vörumerki;
(2) Z-ás sending: Eftir að AC servó mótorinn er notaður til að hækka og lækka hraðann, knýr hann 50 mm þvermál nákvæmni kúluskrúfunnar til að snúast til að átta sig á fram- og aftanfóðrun Z-ássins; Smuraðferð: olíusmurning; Skrúfamerki: Taiwan Shangyin eða svipuð vörumerki;
(3) Útbúinn með tvöföldum hárnákvæmni ristarkvarða með fullri lokuðu lykkju; vörumerki grindarkvarða: Spánn FAGOR eða sama vörumerki.
CNC stjórnandi: Siemens 840Dsl

CNC kerfi vélarinnar er Sinumerik 840 sl frá SIEMENS
Þó að uppfylla grunnstillingar CNC kerfisins eru eftirfarandi sérstakar kröfur tryggðar
Lágmarksstýringareining: línulegur ás≤0,001 mm, snúningsás≤0,001°
Grafísk hermiaðgerð
Hraðaminnkun hornsins
Helical interpolation
Milling virka
Master-slave eftirlitsheimild
Með 15 tommu skjá
Með MCP 398C stjórnborði
Þar á meðal 72/48 IO borð
NX10.3 stækkunarás mát
DMC20 Hub Module
gagnasöfnun
Gefðu viðeigandi upplýsingar í gegnum OPCUA eða 485 eða hugbúnað á efri stigi til að gera sér grein fyrir samtengingu upplýsingatækni við notendabúnað, þar á meðal en ekki takmarkað við:
Rekstrargögn búnaðar (hraði, straumkraftur, heiti verkfæra, lengd verkfærahaldara, gildi snældakrafts, heiti forrits og útgáfa, viðvörunarskrá, skráning á stjórnborði, vinnslubreytur núllstöðu hnitakerfis o.s.frv.)
Nafn tækis, hugbúnaðarútgáfa, heiti forrits og útgáfa af forritinu sem er í gangi
Rekstrarstaða búnaðar (þar á meðal en ekki takmarkað við ræsing virkar ekki, virkar, lokun og bilunarstaða), og getur veitt viðvörun um bilun í búnaði, greiningu á orkunotkun osfrv.
PLC keyrandi staða
Smurkerfi; þessi vél samþykkir hópóháða olíuframboðstækni
(1) Sett af sjálfvirku sjálfvirku olíuveitu- og smurkerfi er notað fyrir X, Y, Z ás stýribraut, blýskrúfu og rekki. Skrúfulegan er fitusmurð.
(2) Aðalás olíu og gas smurning / sjálfvirk þunn olíu smurning er tímasetning og magn sjálfvirk stilling, aðgerðin er sjálfkrafa stjórnað af tölulega stjórnkerfinu og hægt er að greina hana og hafa viðvörun. Merki fyrir smurdælur eru valfrjáls: SKF olíu-loftsmurning/Proton eða svipuð vörumerki


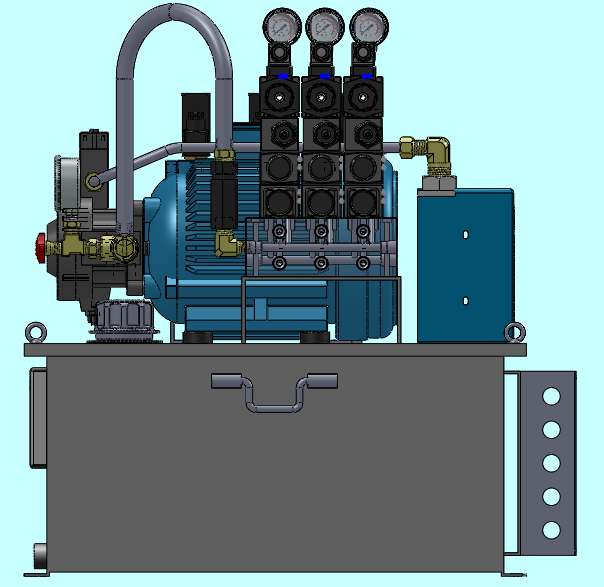
Vökvakerfi
(1) Þessi vél er búin sjálfstætt vökvakerfi.
(2) Vélbúnaðurinn er búinn sérstakri vökvadælustöð og vökvakerfið er búið fjölda öryggiseftirlitstækja eins og olíustigsviðvörun, hitaviðvörun, bakflæðisstífluviðvörun og lágmarksvinnuþrýstingsviðvörun til að tryggja að Vélar vinna við ýmsar öruggar aðstæður. , bæta öryggisvernd rekstraraðila.
(3) Vökvakerfismerki: vel þekkt innanlands
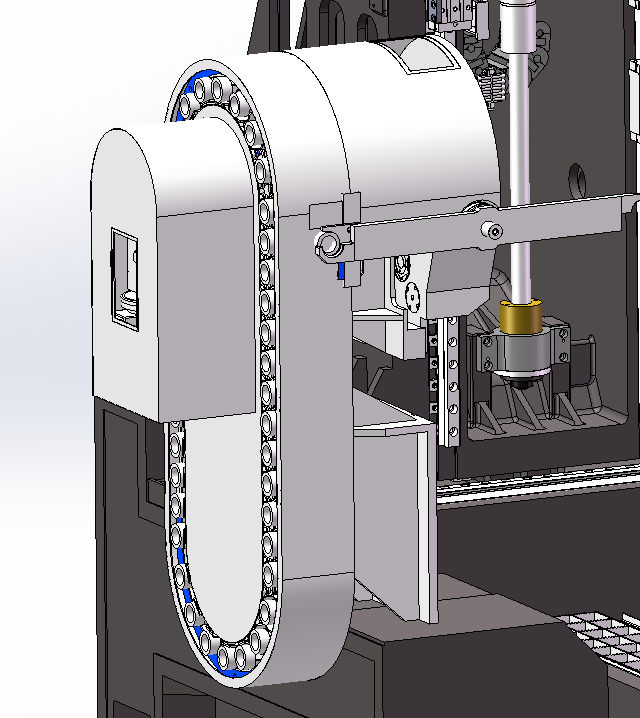
Verkfæratímarit keðjutímarit 40T HSK-A63
Verkfæratímaritsmerki: Taívan-styrkt fyrirtæki Desu/Okada eða svipuð vörumerki
Frárennslisrópin á báðum hliðum og botninn eru steyptur í heild og lekavarnaráhrifin eru góð;
Spíralflögufæriböndin á báðum hliðum vinnslusvæðisins flytja fljótt járnflögurnar sem myndast við háhraðavinnslu til lyftiflísarfæribandsins, draga úr hitauppstreymi og aflögun vélbúnaðarins og tryggja nákvæmni og stöðugleika vélbúnaðarins;

Tæknilegar upplýsingar
| MYNDAN | NHM-63-P |
| X-ás ferð (borðið færist fram og til baka) | 1000 |
| Y-ás ferð (vagninn hreyfist til vinstri og hægri) | 900 |
| Z-ás ferð (hrútur hreyfist upp og niður) | 1000 |
| Fjarlægð frá snældaenda að vinnuborði | 100-1350 |
| stærð vinnuborðs | 630X630 |
| þyngdargeta | 1.5 |
| Snælda hámarkshraði | 15.000 |
| Afl aðalmótors (einkunn) | 15 |
| Hámarkstog (einkunn) | 72 |
| Snælda mjókkar | HSK-A63 |
| hámarks tog | 2040 |
| hámarks klemmutog | 1320 |
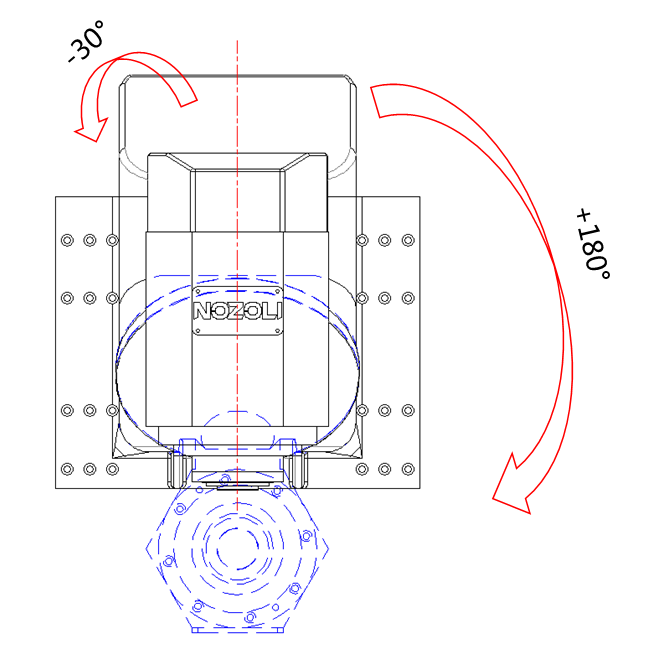
| Sveifluhorn | ±180°--30° |
| staðsetningarnákvæmni | ±5” |
| Endurtekningarhæfni | ±3,5" |
| staðsetningarnákvæmni | ±10” |
| Endurtekningarhæfni | ±6” |
| X, Y, Z hraðaksturshraði | 24/24/24 |
| X, Y, Z staðsetningarnákvæmni | ≤0,012 |
| X, Y, Z endurteknar staðsetningarnákvæmni | ≤0,006 |
Hefðbundin uppsetning
| Siemens 840Dsl CNC kerfi | Þýskalandi |
| X, Y, Z fæða servó mótorar | Siemens Þýskalandi |
| XYZ Servo Drive | Siemens Þýskalandi |
| AC Servó Snælda mótor | Siemens Þýskalandi |
| Fimm ása fimm tengla höfuð | Shanghai |
| Kúluskrúfa | HIWIN eða sambærilegt vörumerki |
| Línuleg rúlluleiðari | HIWIN eða sambærilegt vörumerki |
| Hver bol skrúfa legur | Japan NSK eða samsvarandi vörumerki |
| Tenging | Taiwan eða sambærilegt vörumerki |
| Spiral skeri | Shanghai |
| Vélarstýrivörn | Shanghai |
| Olíudæla og miðstýrt smurkerfi | Prótón eða SKF eða sambærilegt |
| Nálægðarrofi, milligengi | Omron/Schneider eða sambærilegt |
| handpúlsgjafa | Kerfisbirgir tilnefndur framleiðandi/eða samsvarandi vörumerki |
| Snælda | INNA eða sambærilegt |
| Vélar stór steypa | Shanghai |
| Ytri vörn úr verkfæraplötum | Shanghai |
| Akkerisboltar véla, horn fullbúið sett | Shanghai |
| Vökvakerfi | frægur í Kína |
| Vinnuljós og viðvörunarljós | frægur í Kína |
| Snælda hrútur jafnvægisbúnaður | frægur í Kína |
| Snælda kælikerfi og vatnsveitukerfi | frægur í Kína |
| Algeng viðhaldsverkfæri | frægur í Kína |
| Vélræn leiðbeiningarhandbók |
|
| Rafmagnsleiðbeiningarhandbók |
|
| Vottun |
|
| Pökkunarlisti |
|
| Rafmagnsteikning |
|
| Notkunarhandbók kerfisins |
|
| Viðhaldshandbók kerfisins |
|
| Handbók kerfisbreytu |
|
| Kerfisverksmiðjufæribreytutafla |
|
| Grunnteikning | Veitt eftir að samningur tekur gildi |
| Handbók fyrir hitastillir stjórnbox |
|
Takk fyrir athyglina!





