






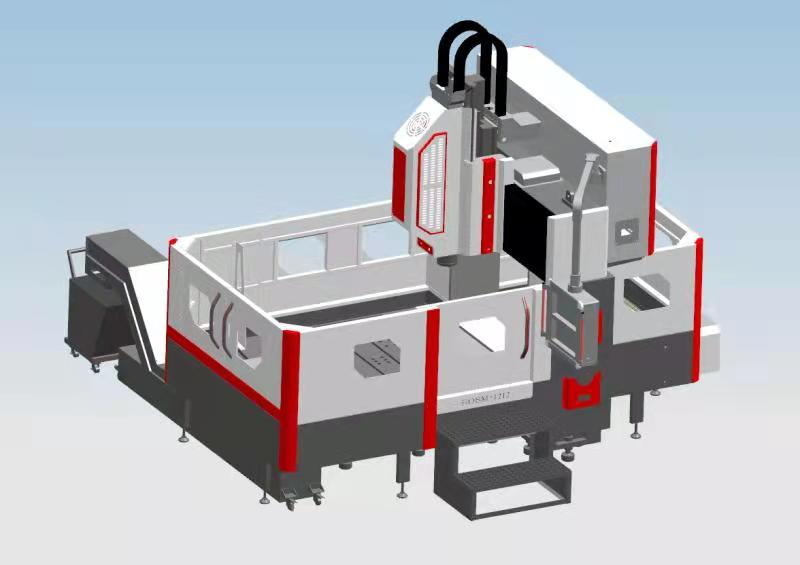
Hvað er CNC bora og fræsivél:
CNC borvélartilheyra málmskurðarvélaverkfærum, með holuvinnslu, borun, tapping, leiðinlegt og hjálparfræsingu. Það er aðallega notað til afkasta borunar á flötum plötum, flansum, diskum, hringjum og öðrum vinnuhlutum sem eru innan skilvirks sviðs.



Hægt er að bora í gegnum göt og blindhol á einstökum efnishlutum og samsettum efnum. Vinnsluferli vélbúnaðarins er stafrænt stjórnað og aðgerðin er mjög þægileg. Það getur gert sér grein fyrir sjálfvirkni, mikilli nákvæmni, mörgum afbrigðum og fjöldaframleiðslu.

CNC bora og fræsivéluppbygging búnaðar
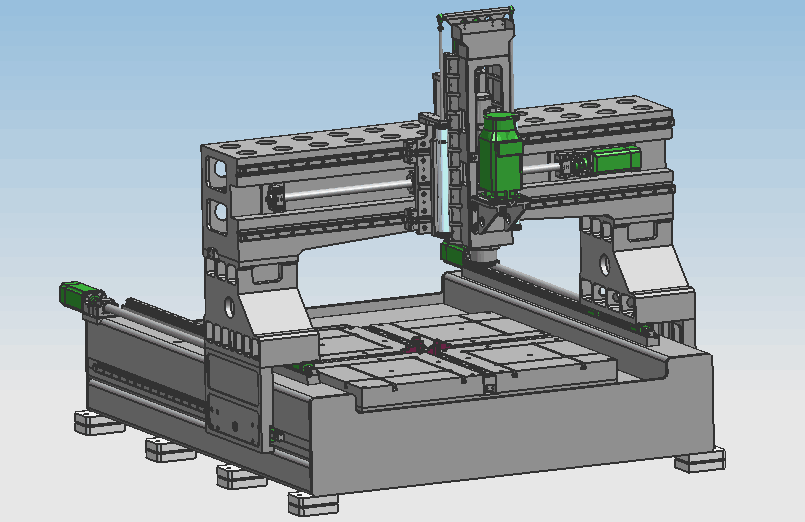
1. Rúm:
Rúmið er óaðskiljanlegur burðarhluti, kláraður með annarri glæðumeðferð, með góða kraftmikla og truflaða stífni og engin aflögun. Vinnuborðið tekur upp steypubyggingu og það er T-rauf með hæfilegu frágangsskipulagi á planinu, sem er notað til að klemma vinnustykkið. Drifkerfið notar AC servó mótor og nákvæmniskúluskrúfupar til að keyra á báðar hliðar til að láta gantry hreyfast í X-ás átt. Stillanlegum boltum er dreift á botnflöt rúmsins, sem getur auðveldlega stillt hæð vinnuborðs rúmsins.
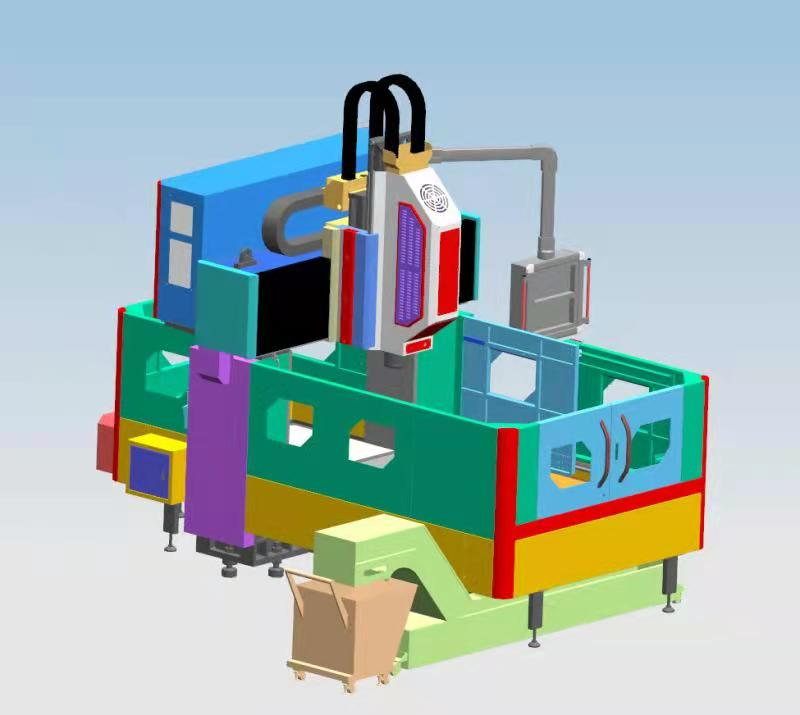
2. Gisting fyrir farsíma:
Færanlegi grindurinn er steyptur og unninn með gráu járni (HT250), og par af rúllandi línulegum stýrisstýringum með mjög mikilli afkastagetu er komið fyrir á framhlið grindarinnar. Nákvæmni kúluskrúfuparið og servómótorinn gera rafmagnsrennibrautinni kleift að hreyfast í Y-ás áttinni og borvélarhausinn er settur upp á rafmagnsrennibrautinni. Hreyfing gantry er að veruleika með því að snúa kúluskrúfunni sem knúin er af servómótornum í gegnum nákvæmnistenginguna.
3. Hreyfandi hnakkur:
Rennihnakkurinn er nákvæm steypujárnsbygging. Rennihnakkurinn er búinn tveimur ofurháum burðarberandi CNC stýribrautarrennibrautum, setti af nákvæmni kúluskrúfapörum og hánákvæmni plánetuhreyfli sem er tengdur við servómótorinn til að knýja boraflhausinn. Færir í Z-ás átt getur gert sér grein fyrir krafthausnum hratt áfram, unnið áfram, hratt afturábak, stöðvun og aðrar aðgerðir. Það hefur virkni sjálfvirkrar flísarbrots, flísa fjarlægðar og hlé.
4. Boraraflhaus
Boraraflhausinn notar sérstakan servósnældamótor, sem er knúinn áfram af tönnum samstilltri beltishraðaminnkun til að auka tog til að knýja sérstaka nákvæmnissnælda. Snældan samþykkir fjórar að framan og tvær aftari sex raðir af japönskum hyrndum snertilegum til að ná fram þrepalausri hraðabreytingu. Snældan er útbúin pneumatic verkfæraskiptakerfi til að gera verkfærið Skiptingin er fljótleg og auðveld og fóðrið er knúið áfram af servómótor og kúluskrúfu. Hægt er að tengja X-, Y- og Z-ásana og nota hálflokaða lykkjustýringu til að átta sig á línulegum og hringlaga innskotsaðgerðum.

BoraVél kostur

1. Vatn úr snældunni:
Það samþykkir Jianchun vörumerki Taívans vatnsúttakssnælda og kraftmikinn servósnælda mótor til að keyra snælduna í gegnum samstillta beltishraðaminnkun til að auka tog. Hægt að nota háhraða U bor (ofbeldisbor) og kjarnabora miðja vatnsvinnslu.

2. Klemma
X- og Y-ásarnir eru búnir afkastamiklum hagnýtum íhlutum sem notaðir eru ásamt klemmu og línulegu stýripari með rúllu. Með því að nota meginregluna um fleygkubba hefur það það hlutverk að festa gantry, nákvæma staðsetningu, koma í veg fyrir titring og bæta stífleika. Uppbyggingin er þétt og kraftmikil.
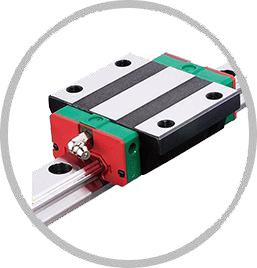
3. Línuleg stýri og kúluskrúfa
Það samþykkir línulega stýribraut frá Shangyin frá Taívan og TBI vörumerki kúluskrúfu. Stýribrautirnar á báðum hliðum vélarrúmsins eru settar upp lóðrétt og samsíða, og krafturinn er jöfn, sem tryggir stöðuga vinnslu og gang vélarinnar.

4. Aflhöfuð jafnvægishólkur
Það eru tveir jafnvægishólkar fyrir ofan aflhausinn til að jafna þyngd vélhaussins. Meðan á vinnslu stendur er vélarhausinn stöðugri, sléttleiki holunnar er bættur og slitið á Z-ás skrúfunni minnkar.

5. Kerfi til að fjarlægja flís
Það er keðjuplata flísfæriband aftan á vélinni. Notaðu með háþrýstivatnsbyssu til að skola járnslíp fljótt inn í flísafæribandið, sem flytur járnslípið, sem sparar tíma fyrir handhreinsun á járnfílnum og dregur úr vinnu. Flögufæribandið er búið vökvastigsviðvörunarlampa, sem gefur sjálfkrafa viðvörun þegar skurðvökvinn er ófullnægjandi.
Fyrirmynd meðmæli
BOSM1600*1600 Sjálfmiðjandi CNC bora- og fræsivél
BOSM1600*1600 gerð háhraðagantry CNC borun og fræsunvélhefur skilvirkt vinnsluslag 1600*1600, sem er hagkvæmur búnaður. Vélin er með fjögurra kjálka sjálfmiðjanlegu vinnuborði sem gerir það auðveldara og fljótlegra að klemma hringvinnustykki. Hámarks borun er 50, það getur notað háhraða innri vatnsboranir, mölunarflugvélar, fræslur og aðra vinnslu. Búnaðurinn er hægt að útbúa með verkfæratímariti til að átta sig á mörgum ferlum í einni klemmu.

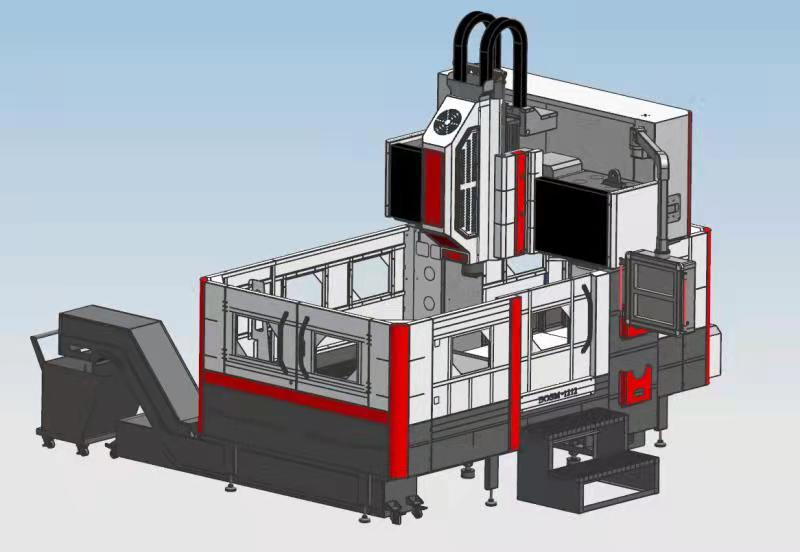
BOSM2500*2500 Sjálfmiðjandi CNC bora- og fræsivél
BOSM-2525 Klofna gerð fullsteyptrar gantryCNC háhraðaborvél seríur eru aðallega notaðar til afkasta borunar á stórum plötum, vindorkuburðarhlutum, diskum, burðarhlutum verkfræðivéla, lokum, slönguplötum og öðrum vinnuhlutum innan skilvirks sviðs. Milling. Hægt er að bora í gegnum göt og blindhol á einstökum efnishlutum og samsettum efnum. Vinnsluferli vélbúnaðarins er stafrænt stjórnað og aðgerðin er mjög þægileg. Til viðbótar við hefðbundnar gerðir er einnig hægt að hanna þær og aðlaga í samræmi við raunverulegar þarfir notenda.

CNC sjálfvirk borvéleru nú mikið notaðar í ventlaiðnaði, flansiðnaði, sprengiþolnum rafmagnsiðnaði, vindorkuiðnaði, textílvélaiðnaði, byggingarvélaiðnaði, vinnsluiðnaði, bílaiðnaði o.fl.
Fyrir viðskiptavini sem eru að vinna kringlóttar vörur eins og flansa, hringa, snúningsstuðning, rörplötur osfrv., er ytra þvermál minna en 2,2 m, vísihringurinn er innan við 2 m í þvermál og ljósopið er innan við 50 mm. Sársauki fyrir viðskiptavini þessarar vörutegundar liggur í klemmutímanum Meira en vinnslutíminn, hefðbundinn vinnslubúnaður, eins ogCNC gantry fræsuneða geislabora, notaðu klemmuna til að klemma efnið eftir hleðslu og notaðu síðan brúnleitartækið eða notaðu faglega tólið til að prófa borðið til að finna miðjuna, sem eyðir tíma og skilvirkni.
BOSMboravéler hannað með föstu vinnuborði og hreyfanlegum stalli. Það samþykkir sjálfþróaðan fjögurra kjálka sjálfsmiðaðan spennu með stórum ferðalögum, sem leysir vandamálið með litlum vökva- eða pneumatic kjálka á markaðnum. Stórir vinnustykki munu lenda í kjálkunum við hífingu. Ef skemmdir verða á spennunni er vinnubekkurinn búinn ræmulaga burðarpúði og klemman er sjálfkrafa miðuð í einu, sem leysir vandamálið við tímafrekt klemmu.
Kjálkarnir fjórir á vinnubekknum samþykkja losanlegan stíl. Eftir að hafa verið tekinn í sundur er vinnubekkurinn enn hefðbundinn pallur með T-raufum, sem bætir notkunarsvið hans til að vinna önnur vinnustykki utan hringsins. BOSMbora CNC véler útbúinn með stýrisklemma, 0,06 sekúndur afar háum opnunar- og lokunarviðbragðstíma, sem bætir vinnslunákvæmni og klemmukraft, og leysir fyrra vandamálið með titringi og endingu verkfæra. Z-ás tvöfaldur jafnvægi strokka, dragkeðja olía og gas aðskilin frá rafmagni, stöðug og stíf uppbygging, rafmagnsskápsgeisli er á bak við til að auðvelda flutning, kerfisbómstíll er auðvelt í notkun, hægt er að nota akkerisbolta eftir lendingu og jöfnun.
BOSMsjálfvirk borvél hefur endurbætt og uppfært höfuðhluta súlubjálkans. Eftir að súlunni hefur verið breytt er vatnsheldur málmplata bætt verulega, vatnsheld áhrifin eru tilvalin og útlitshönnunin getur verið fegraðri.
BOSM cnc borvélaframleiðslaer búið miðlægu vatnssíunarkerfi og vatnsþrýstingurinn er tiltölulega hár. Uppbygging aftari skurðarvélarinnar af þessari gerð er ekki auðvelt að hreinsa upp járnskurðinn að framan. Það er búið bílaþvottavatnsbyssu til að þvo járnið aftur á bak.

Lokaiðnaður

Flansiðnaður
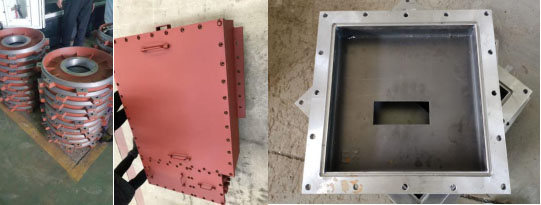
Sprengjuþolinn rafiðnaður

Vindorkuiðnaður

Textílvélaiðnaður

Vinnsluiðnaður

Byggingarvélaiðnaður

Bílaiðnaður
BOSM verksmiðjan er enn stöðugt að samþætta markaðinn og þróa nýjar gerðir til að lágmarka framleiðslu og framleiðslukostnað. Það hefur fjölbreyttari vinnsluaðgerðir, ásamt borreynslu og fínstilltu mölunaraðgerðir. Til dæmis, BOSM-DPH1212 fastur geislagantry fræsunvið höfum þróað og hannað um þessar mundir. Fyrir þá sem þurfa að bora og mala með vinnslubreidd sem er 1200 mm eða minni, hagkvæmur grindurbor- og fræsivélsem ekki er hægt að vinna umfram breidd VMC850 vinnslustöðvarinnar á markaðnum getur gert sér grein fyrir mölunartengdri vinnslu viðskiptavina. Líkön hvað varðar ferla.
BOSM-DPH1212 líkanið getur gert sér grein fyrir hraðri hífingu og flutningi, hægt er að hlaða breiddinni í gáminn og hægt er að setja hana niður og nota hana á stað viðskiptavinarins. Skilgreind sem alhliða borun ogfræsunmiðju líkan, það er nauðsynlegt til að tryggja nákvæmni og stífleika vélbúnaðarins. Þriggja ása leiðarvísirinn mun nota rúlluleiðsögumenn frá Taívan, malarskrúfur og vinnuborðið til að klára mala vél til að tryggja afköst véla.
BOSM-DPH1212 föst geisla gantry fræsun leitast við markaðinn þar sem ekki er hægt að leysa breidd vinnslustöðvarinnar og vinnsluvörur eru sóun með stórum gantry fræsun. Til dæmis, 1mCNC gantry vinnslustöðá markaðnum erum við að miða á fjöldann allan afCNC borun, mölun og leiðinleg. Markaðseftirspurn eftir vinnslu, það er líka markaður sem leysir vandamálið við grófa vinnslu á mold-gerð leturgröftur og mölun rafvélrænna snælda.
Birtingartími: 20. september 2021