






Fjögurra stöðva skaftflansborunarvél

Vélareiginleikar
Fjögurra stöðva flans CNC borunar- og mölunarvélaröðin er aðallega notuð til hringlaga flansvinnslu og er einnig hægt að nota til skilvirkrar borunar / mölunar á vinnuhlutum með þykkt innan skilvirks sviðs eins og hálfskaft, flatar plötur, flansar, diska og hringa / Banka / reaming / leturgröftur og önnur ferli. Hægt er að bora gegnumhol og blindgöt á einfalda efnishluta og samsett efni. Vélin er stafrænt stjórnað til að auðvelda notkun. Getur náð sjálfvirkni, mikilli nákvæmni, mörgum afbrigðum, fjöldaframleiðslu.
Vélarbygging
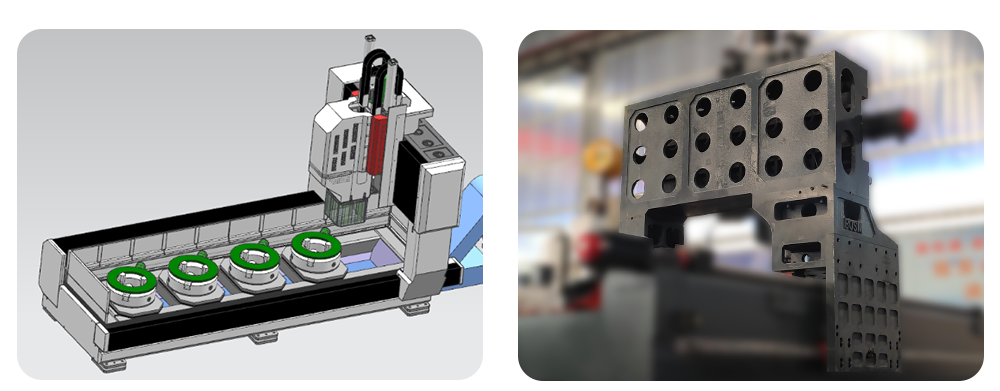
Þessi vél er aðallega með vinnuborði, fjórum settum af vökvadrifnum fjögurra kjálka sjálfmiðjanlegum chuckum, hreyfanlegum gantry, hreyfanlegum rennihnakk, bora- og fræsandi aflhaus, sjálfvirkan smurbúnað og hlífðarbúnað, hringrásarkælibúnað, a stafrænt stjórnkerfi og rafkerfi. osfrv samsetning. Stuðningur og stjórnun rúllínustýringarinnar og nákvæmni skrúfudrifsins, vélbúnaðurinn hefur mikla staðsetningarnákvæmni og endurtekna staðsetningarnákvæmni.
1.Rúmvinnuborð:
Rúmið er úr burðarhlutum úr stáli. Það er lokið með annarri temprunarmeðferð. Það hefur góða kraftmikla og truflaða stífni og afmyndast ekki. Vinnuborðið notar fjögur sett af 500 mm fjögurra kjálka sjálfmiðjandi vökvaspennum til að festa vinnuhluti hratt. Tvö línuleg rúllandi pör með ofurafkastagetu eru sett upp á báðum hliðum rúmsins. Eftir staðsetningu eru tvö sett af innfluttum hástyrkslæsingum. Öflug járnbrautarklemma er þétt staðsett og læst á járnbrautinni. Klemman passar fullkomlega án þess að skemma rennibrautina. Opnunar- og lokunartími klemmans er aðeins 0,06 sekúndur, sem styttir vinnslutímann verulega. Drifkerfið notar strætó algeran servó mótor og nákvæmni. Kúluskrúfan knýr gantry til að fara í Y-ás stefnu. Stillanlegum boltum er dreift á botn rúmsins, sem getur auðveldlega stillt hæð rúmborðsins.
2.Mobile Gantry:
Færanleg ganturinn er steyptur með gráu járni 250. Hæð þunga bjálkans er 800 mm til að auka styrk hans. Tvö línuleg leiðarpör með mjög mikilli afkastagetu eru sett upp á framhlið gáttarinnar. Blái rennibrautin notar nákvæmni kúluskrúfupar og servómótor til að færa aflhöfuðrennibrautina í Y-ás átt. Borraflhaus er settur upp á rafmagnshöfuðrennibrautinni. Hreyfing gantry er að veruleika með því að servó mótor knýr kúluskrúfu móðurina til að snúast á kúluskrúfunni í gegnum nákvæmni tengi.
3.Mobile renna hnakkur:
Færanlegi rennihnakkurinn er nákvæmur burðarhlutur úr steypujárni. Rennihnakkurinn er breikkaður og aukinn til að auka miðfjarlægð stýribrautarinnar. Tvö sett af mjög afkastamiklum rúllandi línulegum stýrisbrautarpörum og nákvæmni kúluskrúfapörum eru tengd við hárnákvæmni arminn. Bremsa servó mótorinn knýr boraraflhausinn til að fara í Z-ás átt, sem getur áttað sig hratt áfram, iðnaðarframleiðsla, hröð spóla til baka og stöðvun aflhaussins. Með sjálfvirkum flísbrotum, flísaflutningi, hléaðgerðum.

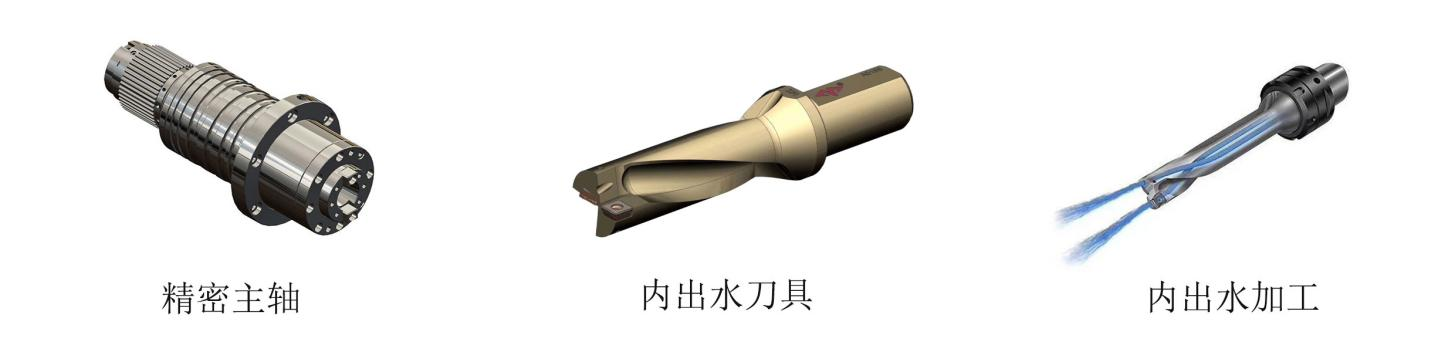
4.Boraraflhaus:
Boraraflhausinn notar sérstakan servósnældamótor. Nákvæmni vélrænni snældan er knúin áfram af hraðaminnkun á tönnuðu samstilltu beltinu til að auka togið. Snældan notar fremri þriggja, tveggja og fimm raða japönsk snertilegur til að ná fram þrepalausri hraðabreytingu. Fljótleg og auðveld skipti, fóðrið er knúið áfram af servómótor og kúluskrúfu. Hægt er að tengja X og Y ásana og hægt er að nota hálflokaða lykkjustýringu til að ná fram línulegum og hringlaga innskotsaðgerðum.
5. Flat keðja sjálfvirk flís færiband og hringrás kælibúnaður
Þessi vél er búin flötum keðju sjálfvirkum flísarfæri og flísasafnara. Hringrásarkælibúnaðurinn er búinn pappírssíu sem er með háþrýsti innri kælidælu og lágþrýsti ytri kælidælu fyrir innri og ytri kælingu tækisins.
5.1 Sjálfvirkur smurbúnaður og hlífðarbúnaður:
Þessi vél er búin upprunalegu sjálfvirku smurbúnaði fyrir rúmmál hlutaþrýstings frá Taívan, sem getur sjálfkrafa smurt stýrisbrautir, blýskrúfur og önnur hreyfanleg pör, og það er ekkert dautt horn til að tryggja endingartíma vélarinnar. X-ás og Y-ás vélarinnar eru með rykþéttum hlífðarhlífum og vatnsheldar skvettuhlífar eru settar upp í kringum vinnubekkinn.
6. CNCstjórnkerfi:
6.1. Með flísbrotaaðgerð er hægt að stilla flísbrotstíma og flísbrothring á mann-vél viðmótið.
6.2. Með verkfæralyftingaraðgerðinni er hægt að stilla lyftihæð verkfæra á mann-vél tengi. Þegar borað er upp í þessa hæð er borinn fljótt lyft upp fyrir vinnustykkið og síðan er spónið brotið og síðan hratt áfram á borflötinn og sjálfkrafa breytt í verkið.
6.3. Miðstýrði stjórnbúnaðurinn og handfesta einingin taka upp tölulegt stjórnkerfi og eru með USB tengi og LCD skjá. Til að auðvelda forritun, geymslu, skjá og samskipti, hefur rekstrarviðmótið aðgerðir eins og mann-vél samræður, villubætur og sjálfvirk viðvörun.
6.4. Búnaðurinn hefur það hlutverk að forskoða og athuga stöðu holunnar fyrir vinnslu og aðgerðin er mjög þægileg.

7. Rail klemma:
Klemman er samsett úr meginhluta klemmunnar, stýrisbúnaði osfrv. Það er afkastamikill hagnýtur hluti sem notaður er í tengslum við línulega leiðarparið með rúllandi. Með meginreglunni um stækkun fleygblokkakrafts myndar það sterkan klemmukraft; hann er með fastan gantry, nákvæma staðsetningu, titringsvörn og virkni til að bæta stífleika.
Hefur eftirfarandi eiginleika:
Ø 1) Öruggur og áreiðanlegur, sterkur klemmukraftur, sem klemmir óhreyfanlega XY-ásinn við borun og tapvinnslu.
Ø 2) Einstaklega mikill klemmukraftur eykur stífleika axialfóðrunar og kemur í veg fyrir pirring af völdum titrings.
Ø 3) Fljótleg viðbrögð, viðbragðstími opnunar og lokunar er aðeins 0,06 sekúndur, sem getur verndað vélbúnaðinn og aukið endingu blýskrúfunnar.
Ø 4) Endingargott, nikkelhúðað yfirborð, góð ryðvörn.
Ø 5) Ný hönnun til að forðast hörð högg þegar hert er.

Specification
| Fyrirmynd | BOSM-DS500 | Eining | |
| Hámarksstærð vinnustykkis | Ytra þvermál | 50-500 | mm |
| Hámarkshæð vinnustykkis | 300 | Kg | |
| Þvermál vinnustykkis á hálfu skafti | ≤200 | mm | |
| Skaftlengd | 700mm má auka í samræmi við grunninn | mm | |
| Þykkt vinnustykkis | ≤5 sinnum þvermál bora | mm | |
| Lóðrétt hrútsborunarhaus | Magn | 1 | Stk |
| Snælda mjókkar | BT40 | ||
| Borþvermál | Φ2-Φ36 | mm | |
| Slagsvið | M6-M24 | ||
| Snældahraði | 30~3000 | r/mm | |
| Servó spindle mótor afl | 15 | Kw | |
| Fjarlægð frá spindulbotni að vinnuborði | 150-550 mm±20 | mm | |
| Hliðhreyfing aflhauss (X-ás) | MAX. ferðast | 2600 | mm |
| X-ás hraði | 0~8 | m/mín | |
| X Axis servó mótor afl | 2.4 | Kw | |
| Lengdarhreyfing geisla á hreyfingu (Y-ás) | MAX. ferðast | 500 | mm |
| Y-ás hraði | 0~8 | m/mín | |
| Y-ás servó mótor afl | 2.4 | Kw | |
| Lóðrétt svefnsófa hreyfing (Z ás) | MAX. ferðast | 400 | mm |
| Z-ás hraði | 0~4 | m/mín | |
| Z Axis servó mótor afl | 1×2,4 bremsa | Kw | |
| Staðsetningarnákvæmni | 500x500 | ±0,03 | mm |
| Nákvæmni flokkunar | 360° | ±0,001° | |
| Stærð vél | Lengd x breidd x hæð | 3600×1650×2300 | mm |
| Þyngd vélar | 8.5 | T | |
Gæðaskoðun
Hver vél er kvarðuð með leysistvífarmæli frá RENISHAW fyrirtækinu í Bretlandi, sem skoðar nákvæmlega og bætir upp fyrir hallavillur, bakslag, staðsetningarnákvæmni og endurtekna staðsetningarnákvæmni til að tryggja kraftmikla, kyrrstöðustöðugleika og vinnslunákvæmni vélarinnar. . Kúlustangapróf Hver vél notar kúlustangaprófara frá breska RENISHAW fyrirtækinu til að leiðrétta sanna hringnákvæmni og ma
stilla rúmfræðilega nákvæmni og framkvæma hringlaga skurðartilraunir á sama tíma til að tryggja 3D vinnslu nákvæmni og hring nákvæmni vélarinnar.

Notkunarumhverfi véla
1.1 Umhverfiskröfur búnaðar
Að viðhalda stöðugu umhverfishitastigi er nauðsynlegur þáttur fyrir nákvæmni vinnslu.
(1) Tiltækur umhverfishiti er -10 ℃ ~ 35 ℃. Þegar umhverfishiti er 20 ℃ ætti rakastigið að vera 40 ~ 75%.
(2) Til að halda kyrrstöðu nákvæmni vélbúnaðarins innan tilgreinds sviðs, þarf ákjósanlegur umhverfishiti að vera 15 ° C til 25 ° C með hitamun
Það ætti ekki að fara yfir ± 2 ℃ / 24 klst.
1.2 Aflgjafaspenna: 3-fasa, 380V, spennusveifla innan ± 10%, aflgjafatíðni: 50HZ.
1.3 Ef spennan á notkunarsvæðinu er óstöðug, ætti vélin að vera búin reglulegri aflgjafa til að tryggja eðlilega notkun vélarinnar.
1.4. Vélin ætti að hafa áreiðanlega jarðtengingu: jarðtengingarvírinn er koparvír, þvermál vírsins ætti ekki að vera minna en 10 mm² og jarðtengingarviðnámið er minna en 4 ohm.
1.5 Til að tryggja eðlilega vinnuafköst búnaðarins, ef þjappað loft loftgjafans uppfyllir ekki kröfur loftgjafans, ætti að bæta við safni af hreinsibúnaði fyrir loftgjafa (rakahreinsun, fituhreinsun, síun) áður en loftinntak vélarinnar.
1.6. Búnaðurinn ætti að vera í burtu frá beinu sólarljósi, titringi og hitagjöfum og fjarri hátíðni rafala, rafsuðuvélum osfrv., til að koma í veg fyrir bilun í framleiðslu vélarinnar eða tap á nákvæmni vélarinnar.
Fyrir & Eftir þjónustu
1) Fyrir þjónustu
Með því að rannsaka beiðnina og nauðsynlegar upplýsingar frá viðskiptavinum og síðan endurgjöf til verkfræðinga okkar, er Bossman tækniteymið ábyrgt fyrir tæknilegum samskiptum við viðskiptavini og mótun lausna, aðstoðar viðskiptavini við að velja viðeigandi vinnslulausn og viðeigandi vélar.
2) Eftir þjónustu
A.Vélin með eins árs ábyrgð og greitt fyrir ævilangt viðhald.
B. Á eins árs ábyrgðartímabilinu eftir að vélin kom í ákvörðunarhöfn mun BOSSMAN veita ókeypis og tímanlega viðhaldsþjónustu fyrir ýmsar galla sem ekki eru af mannavöldum á vélinni og skipta tímanlega út alls kyns skemmdum sem ekki eru af mannavöldum. að kostnaðarlausu. Bilanir sem verða utan ábyrgðartímans skulu lagaðar gegn viðeigandi kostnaði.
C.Tæknilegur stuðningur á 24 klukkustundum á netinu, TM, Skype, tölvupóstur, leysa hlutfallslegar spurningar í tíma. ef ekki er hægt að leysa, mun BOSSMAN tafarlaust sjá til þess að verkfræðingur eftir sölu komi á staðinn til viðgerðar, kaupandi þarf að greiða fyrir VISA, flugmiða og gistingu.
Vefsíða viðskiptavinarins






