Fimm ása vinnslustöð FH60P
Fimm ássamtímisvinnslustöð
XYZ línuleg ás holur kæli skrúfa drif
B\C snúningsskaft DD bein drifskipting
Fullt lokað lykkja algilda mælikerfi
Hefðbundin uppsetning
| Nei. | Stillingarlýsing | Unit | Magn | Athugasemd |
| 1. | FH stórgrind steinsteypa | Sett | 1 |
|
| 2. | Siemens ONE stýrikerfi | Sett | 1 |
|
| 3. | Skjár: 21,5 tommu snertiskjár | Sett | 1 |
|
| 4. | FH fimm ása fjölvirka sveifluhaus (B-ás) | Sett | 1 |
|
| 5. | DGZX-24012/34B2 fræsandi rafmagnssnælda (varin snúningsaðgerð) | PC | 1 |
|
| 6. | X/Y/Z-ás Hollow Cooling Ball Skrúfa | PCS | 3 |
|
| 7. | Milling Direct Drive plötuspilari (C-ás) | Sett | 1 |
|
| 8. | B-ás RCN8380 29 bita alger kóðari | PC | 1 |
|
| 9. | C ás RCN2580 28 bita alger kóðari | PC | 1 |
|
| 10. | INA Roller Linear Slides | Sett | 6 |
|
| 11. | Rafmagns kassi loftkælir | Sett | 1 |
|
| 12. | Snælda vatnskælikerfi | Sett | 1 |
|
| 13. | Vélhringur gerð úðavatns | Sett | 1 |
|
| 14. | Fimm ása höfuð hálfmáni gerð úðavatn, hálfmáni gerð blástursgas | Sett | 1 |
|
| 15. | Öryggislæsingarkerfi að framan og til hliðar | Sett | 1 |
|
| 16. | Vatnsheld vinnutunnulýsing | PCS | 2 |
|
| 17. | Vökvastöð | Sett | 1 |
|
| 18. | Miðstýrður sjálfvirkur fóðursmurbúnaður | Sett | 1 |
|
| 19. | Aðgerðarhlið hreinsivatnsbyssu og loftbyssu | Sett | 1 |
|
| 20. | Skuruvökvakerfi (CTS 25bar) | Sett | 1 |
|
| 21. | Alveg lokuð hlífðarplötu | Sett | 1 |
|
| 22. | Rekstrarbox | Sett | 1 |
|
| 23. | Kælibúnaður fyrir rafmagnsskápa | Sett | 1 | Eyða |
| 24. | Siemens rafrænt handhjól | PC | 1 |
|
| 25. | Fótstýrður snældaverkfæri losunarrofi | PC | 1 |
|
| 26. | Vélar þrílita ljós | Sett | 1 |
|
| 27. | 40PCS HSK-A63 verkfæratímarit og servó ATC kerfi | Sett | 1 |
|
| 28. | X/Y/Z þriggja ása algildi rist mælikvarði | Leikmyndir | 3 |
|
| 29. | Spíral flísveltitæki og afturflísafæriband+flísabíll | Sett | 1 |
|
| 30. | Renishaw OMP60 innrauða nemaeining | Sett | 1 |
|
| 31. | Renishaw NC4F230 leysir verkfærastillir | Sett | 1 |
|
| 32. | Grunnpúðar og grunnboltar | Sett | 1 |
|
| 33. | Tæknihandbók | Sett | 1 |
Parameter
| Fyrirmynd | Eining | FH60P | ||||
| Ferðalög | ||||||
| X-ás ferð | mm | 600 | ||||
| Y-ás ferð | mm | 800 | ||||
| Z-ás ferð | mm | 600 | ||||
| Fjarlægð frá snælda nefi að yfirborði vinnuborðs | mm | 150-750 | ||||
| Lárétt fræsihaus | mm | 30-630 | ||||
| Fæða/hraði á hraða hreyfingu | m/mín | 40 | ||||
| Fóðurkraftur | KN | 10 | ||||
| Snúningsborð (C ás) | ||||||
| Stærð vinnuborðs | mm | Ø660 | ||||
| Hámarksborðsálag (mill) | kg | 2000 | ||||
| Snúningsborð max. hraða | snúninga á mínútu | 150 | ||||
| Lágmarks klofningshorn | ° | 0,001 | ||||
| Metið tog | Nm | 807 | ||||
| Hámarks tog | Nm | 1430 | ||||
| CNC sveiflufræsihaus (B-ás) | ||||||
| Sveiflusvið (0=Lóðrétt/180=Stig) | ° | -15-180 | ||||
| Hratt hreyfing og fóðrunarhraði | snúninga á mínútu | 30 | ||||
| Lágmarks klofningshorn | ° | 0,001 | ||||
| Metið tog | Nm | 743 | ||||
| hámarks tog | Nm | 1320 | ||||
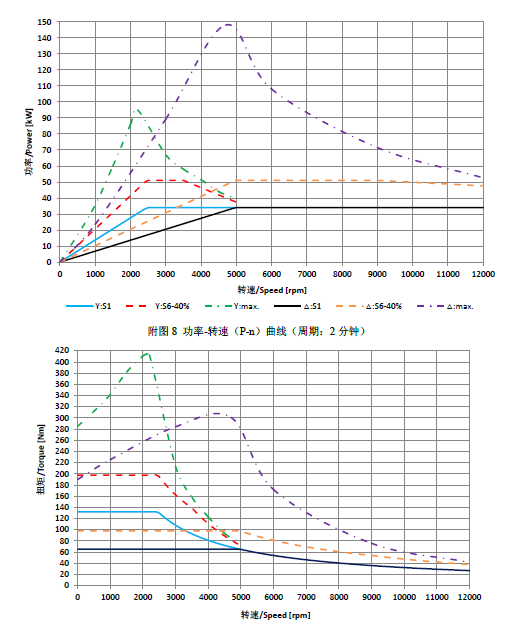
| Snælda (fræsing) | ||||||
| Snældahraði | snúninga á mínútu | 12000 | ||||
| Snældakraftur | Kw | 34/42 | ||||
| Snælda tog | Nm | 132/185 | ||||
| Snælda mjókkar |
| HSKA63 | ||||
| Verkfæratímarit | ||||||
| Verkfæraviðmót |
| HSKA63 | ||||
| Getu tímarits verkfæra | PCS | 40 | ||||
| Hámarksþvermál verkfæra/lengd/þyngd |
| Ø85/300/8 | ||||
| Verkfærarofi (tól til verkfæris) | S | 4 | ||||
| Mælitæki | ||||||
| Innrauður rannsakandi | Renishaw OMP60 | |||||
| Verkfæragreiningartæki á vinnusvæði |
| Rensishaw NC4F230 | ||||
| Staðsetningarnákvæmni (ISO230-2 og VDI3441) | ||||||
| X/Y/Z staðsetningarnákvæmni | mm | 0,006 | ||||
| X/Y/Z Endurtekin staðsetningarnákvæmni | mm | 0,004 | ||||
| B/C staðsetningarnákvæmni |
| 8" | ||||
| B/C Endurtekin staðsetningarnákvæmni |
| 4" | ||||
| CNC stjórnandi | ||||||
| Stýrikerfi |
| Siemens ONE | ||||
| Aðrir | ||||||
| Þyngd vélar | Kg | 25.000 | ||||
Helstu vélaforskriftir | Besta stíf burðarvirki
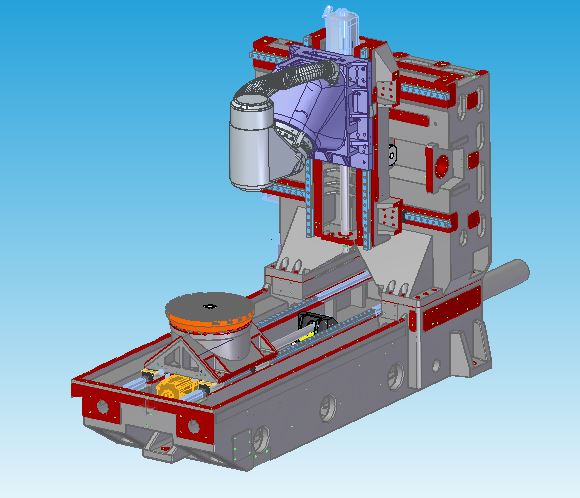
Hönnunareiginleikar | Besta vélrænni vírsteypugreiningarhönnun
◆ Rúmið tekur upp nýja steinsteypubyggingu og hreyfanlegir hlutar samþykkja Meehanite hágæða steypujárn
◆ Temperandi og náttúruleg öldrunarmeðferð til að útrýma innri streitu
◆ Jarðvirki náttúruleg tíðni titringur útilokar efnisvinnsluálag
◆ Hönnun stórs svæðis og mikillar stífni dálks á öllum veggnum getur í raun bætt stífleika og kyrrstöðu og kraftmikla nákvæmni
◆ Þriggja ása holur kælandi blýskrúfa
Rafmagnssnælda

Hönnunareiginleikar
◆ Samkvæmt eiginleikum vélar, sjálfstæðar rannsóknir og þróun og framleiðslu.
◆ Mjókkandi gatið á HSK-A63 er notað í FH60P líkaninu.
◆ Ytra kælikerfið er notað til að dreifa kælingu til að tryggja á áhrifaríkan hátt beitingu rafsnælda.
CNC sveiflufræsihaus (B-ás)


Hönnunareiginleikar
◆ Innbyggður DD mótor núll sending keðja engin bakslag hönnun
◆ Hár hröðunareiginleikar
◆ Stysta bilið á milli verkfæranefpunkts snældunnar og burðarpunktsins gerir sér grein fyrir hámarksstífni skurðar
◆ Stærri YRT legur auka stífni
◆ Búin með HEIDENHAIN RCN8380 röð algeru snúningskóðara mælikerfi, fullkomlega lokaðri lykkjustýringu til að tryggja bestu nákvæmni
◆ B-ás kælikerfi hönnun til að draga úr hitaflutningi
Snúningsborð (C ás)

Hönnunareiginleikar
◆ Sjálfstæð hönnun og framleiðsla.
◆ Innbyggður DD mótor núll sending keðja engin bakslag hönnun.
◆ Mikil hröðunar- og hraðaminnkun svar eiginleika.
◆ Stærra YRT lega eykur stífleika.
◆ Stórt aksturstog, staðsetningarvinnsla, með vinnuborðsstaðsetningu og klemmubúnaði
◆ Uppfylla þarfir mölunar, draga úr meðhöndlun vinnuhluta og bæta nákvæmni vörunnar.
◆ Búin með HEIDENHAIN hánákvæmni snúningskóðara mælikerfi, fullkomlega lokaðri lykkjustýringu til að tryggja bestu nákvæmni.
◆ Hönnun kælikerfis til að draga úr hitaflutningi.
CNC kerfi

Val eiginleikar
◆ Veldu stjórnunarhýsilinn NCU730.3B fyrir fimm ása samtímis (sjá aðgerðatöflu fyrir upplýsingar um kerfisuppsetningu)
◆ Með RTCP virka
◆ Veldu Siemens S120 drif með 3 sinnum ofhleðslugetu og 1FT röð mótor með mikla hreyfieiginleika
ATC kerfi

Hönnunareiginleikar
◆ Sjálfstæð hönnun og framleiðsla.
◆ Verkfæraval og verkfæraskipti nota servómótor til að stjórna flugstöðinni, sem er stöðugri og nákvæmari.
◆ Ásamt verkfærastjórnunaraðgerðum Siemens ONE, skilvirkari verkfærastjórnun.
Lyftanlegur verkfærastillir

Hönnunareiginleikar
◆ Búin með Ransishaw NC4F230 snertilausa leysirverkfærastillingu fyrir meiri nákvæmni
◆ Sjálfvirk verkfærastilling á vél, sjálfvirk uppfærsla á verkfærum
◆ Hægt er að hækka og lækka verkfærastillingarbúnaðinn til að spara pláss vinnsluyfirborðsins
◆ Alveg innsigluð málmhönnun verndar verkfærasettið fyrir vatni og járnslípum meðan á vinnslu stendur
Innrauður rannsakandi
Hönnunareiginleikar
◆ Útbúinn með Ransishaw OMP60 sjónskynjara.
◆Jöfnun vinnustykkis og stærðarskoðun á vél getur dregið úr handvirkum skoðunarvillum og bætt nákvæmni vöru og vinnslu skilvirkni.
◆ Sparaðu 90% af aðstoðartíma á vélinni.
Að utan
Kápahönnun FH-línunnar fimm ása vinnslustöð uppfyllir strönga CE öryggisstaðla. Fullt þétt málmplata kemur í veg fyrir að stjórnandinn komist inn á vinnusvæðið fyrir mistök meðan á vinnslu stendur og kemur um leið í veg fyrir notkun háþrýstiskurðarvökva eða spóna úr vélinni, nema viðvörunarmerkiplötu. , Aðgerðarhurðin er einnig búin öryggisrofa til að koma í veg fyrir slys við notkun eða viðhald. Og hefur stóran kíkjuglugga, sem er þægilegt fyrir rekstraraðilann að skilja rekstur og vinnslu vélarinnar.