CNC lárétt vinnslustöð

Lárétt vinnslustöð
Láréttur rennibekkur
Vélareiginleikar
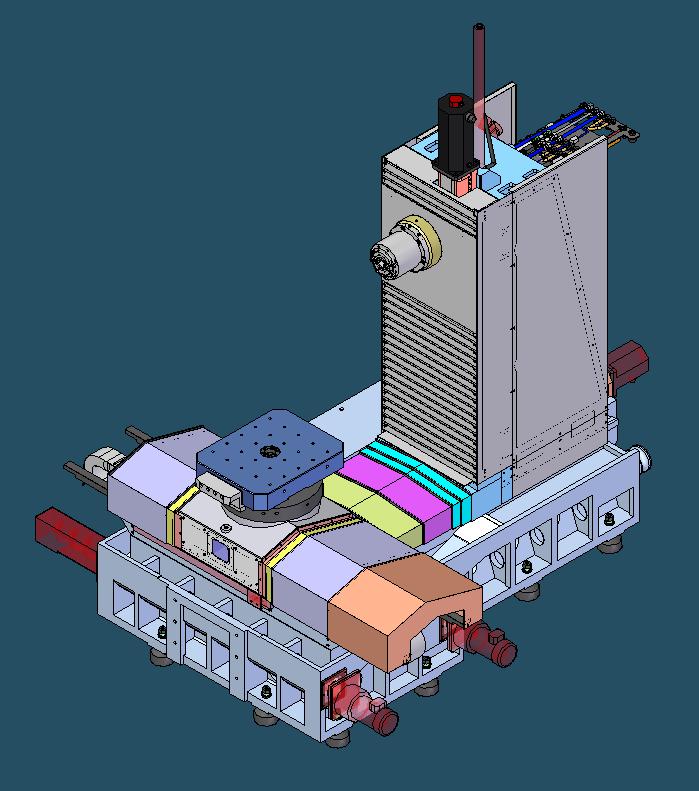
H röð lárétt vinnslustöð samþykkir alþjóðlega háþróaða T-laga heildar rúmbyggingu, gantry dálk, hangandi kassa uppbyggingu, sterka stífni, góða varðveislu nákvæmni, hentugur fyrir nákvæmni skápa.
Til vinnslu á hlutum er hægt að framkvæma marghliða mölun, borun, reaming, borun, slá o.s.frv. í einni klemmu í einu, vélar eru mikið notaðar í bifreiðum, járnbrautarflutningum, geimferðum, lokum, námuvinnsluvélum, textílvélum. , plastvélar, skip, rafmagn og önnur svið..
Forskrift
| Atriði | Eining | H63 | H80 | ||
| Vinnuborð | Stærð vinnubekks (lengd×breidd) | mm | 630×700 | 800×800 | |
| Vinnuborðsskráning | ° | 1°×360 | |||
| Form á borðplötu | 24×M16 Gengið gat | ||||
| Hámarksálag á vinnuborði | kg | 950 | 1500 | ||
| Hámarkssnúningsþvermál vinnuborðs | mm | Φ1100 | Φ1600 | ||
| Ferðalög | Færðu borðið til vinstri og hægri (X ás) | mm | 1050 | 1300 | |
| Headstock færist upp og niður (Y ás) | mm | 750 | 1000 | ||
| Dálkur færist fram og aftur (Z ás) | mm | 900 | 1000 | ||
| Fjarlægð frá miðlínu snælda að borðyfirborði | mm | 120-870 | 120-1120 | ||
| Fjarlægð frá enda snælda að miðju vinnuborðs | mm | 130-1030 | 200-1200 | ||
| Snælda | Snælda taper gat númer | IS050 7:24 | |||
| Snældahraði | snúninga á mínútu | 6000 | |||
| Snælda mótor afl | Kw | 15/18.5 | |||
| Snælda úttaksvægi | Nm | 144/236 | |||
|
| Verkfærahaldari staðall og gerð | MAS403/BT50 | |||
| Fóðrun | Hraði hreyfingar (X, Y, Z) | m/mín | 24 | ||
| Hraði skurðar (X, Y, Z) | mm/mín | 1-20000 | 1-10000 | ||
| Mótor afl (X, Y, Z, B) | kW | 4,0/7,0/7,0/1,6 | 7,0/7,0/7,0 | ||
| Úttaksvægi fóðurmótors | Nm | X、Z:22;Y:30;B8 | 30 | ||
| ATC | Getu tímarits verkfæra | PCS | 24 | 24 | |
| Verkfærabreytingaraðferð | Arm gerð | ||||
| Hámark Stærð verkfæra | Fullt tól | mm | F110×300 | ||
| Samliggjandi án verkfæra | F200×300 | ||||
| Þyngd verkfæra | kg | 18 | |||
| Skiptingartími á verkfærum | S | 4,75 | |||
|
Aðrir | Loftþrýstingur | kgf/cm2 | 4 ~ 6 | ||
| Vökvakerfisþrýstingur | kgf/cm2 | 65 | |||
| Geymsla smurolíutanks | L | 1.8 | |||
| Geymsla vökvaolíutanks | L | 60 | |||
| Getu kæliboxs | L | Venjulegur: 160 | |||
| Kælidæla rennsli/haus | l/mín,m | Standard: 20L/mín, 13m | |||
| Heildarrafmagn | kVA | 40 | 65 | ||
| Þyngd vélar | kg | 12000 | 14000 | ||
|
| CNC kerfi | Mistubishi M80B | |||
Aðalstillingar
Vélin samanstendur aðallega af grunni, súlu, rennihnakk, vísitöluborði, skiptiborði, höfuðstokk, kælingu, smurningu, vökvakerfi, fullkomlega lokuðu hlífðarhlíf og tölulegt stjórnkerfi. Verkfæratímaritið er hægt að útbúa með diska- eða keðjugerð.
Grunnur
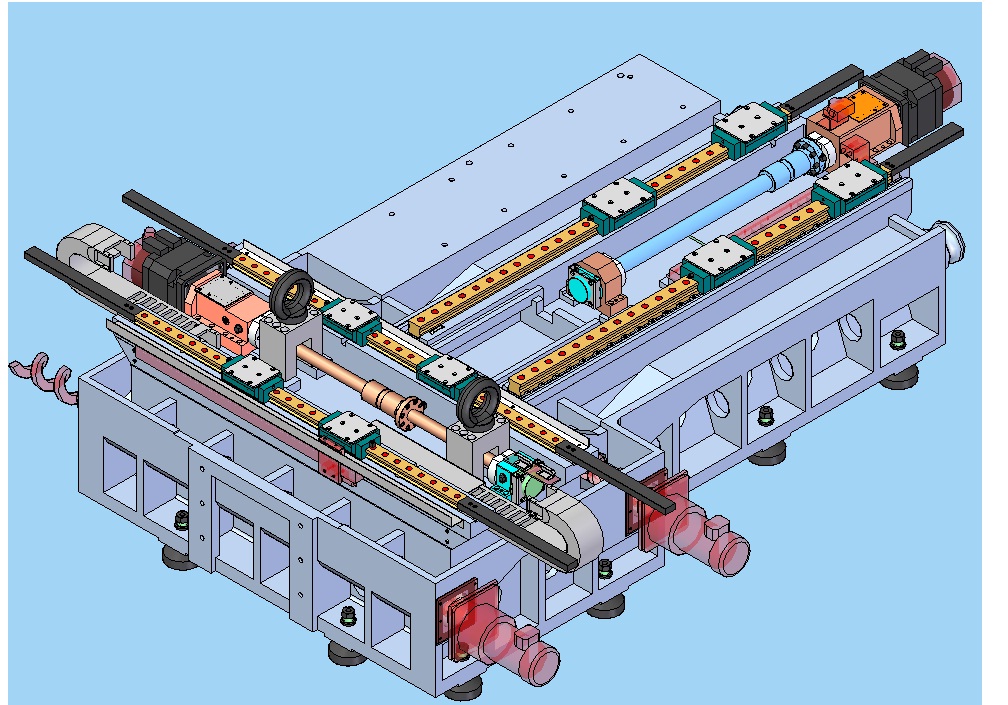
Til að bæta titringsvörnina er lagt til að rúm láréttu vélarinnar samþykki hvolfið T-laga skipulag með bestu titringsþol í heiminum, með kassalaga lokuðu uppbyggingu og fram- og aftan rúmin eru samþætt. Rúmið er búið tveimur línulegum uppsetningarviðmiðunarplanum fyrir rúllandi stýri fyrir hreyfingu vinnuborðsins og súlunnar. Miðað við þægindin við að fjarlægja spón og söfnun kælivökva er fyrirhugað að setja upp spónaflautur beggja vegna rúmsins.
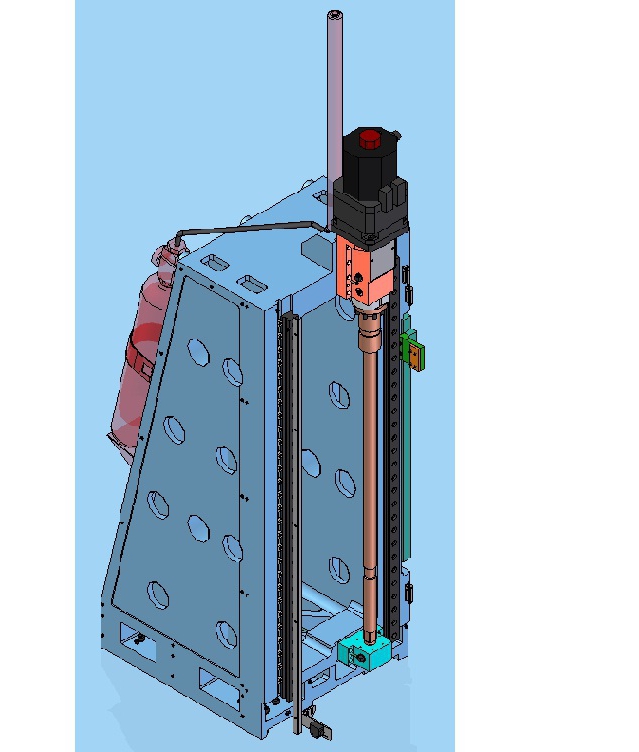
Dálkur
Lóðrétt súlan á láréttu vélinni er fyrirhuguð til að taka upp tvöfalda dálka lokaða samhverfa rammabyggingu, með lengdar- og þverlaga hringlaga rifbeygjur raðað í holrýmið. Á báðum hliðum dálksins eru samskeyti til að setja upp línulega veltingsstýringuna fyrir hreyfingu höfuðstokksins (uppsetningarviðmiðunaryfirborð línustýrisins). Í lóðréttri stefnu (Y-stefnu) á súlunni, auk stýrisbrautanna fyrir hreyfingu höfuðstokksins, er einnig kúluskrúfa og mótortengisæti á milli tveggja stýribrautanna sem knýja höfuðstokkinn upp og niður. Háhraða skjöldur úr ryðfríu stáli eru talin á báðum hliðum súlunnar. Stýribrautir og blýskrúfur eru varin á áreiðanlegan og öruggan hátt.
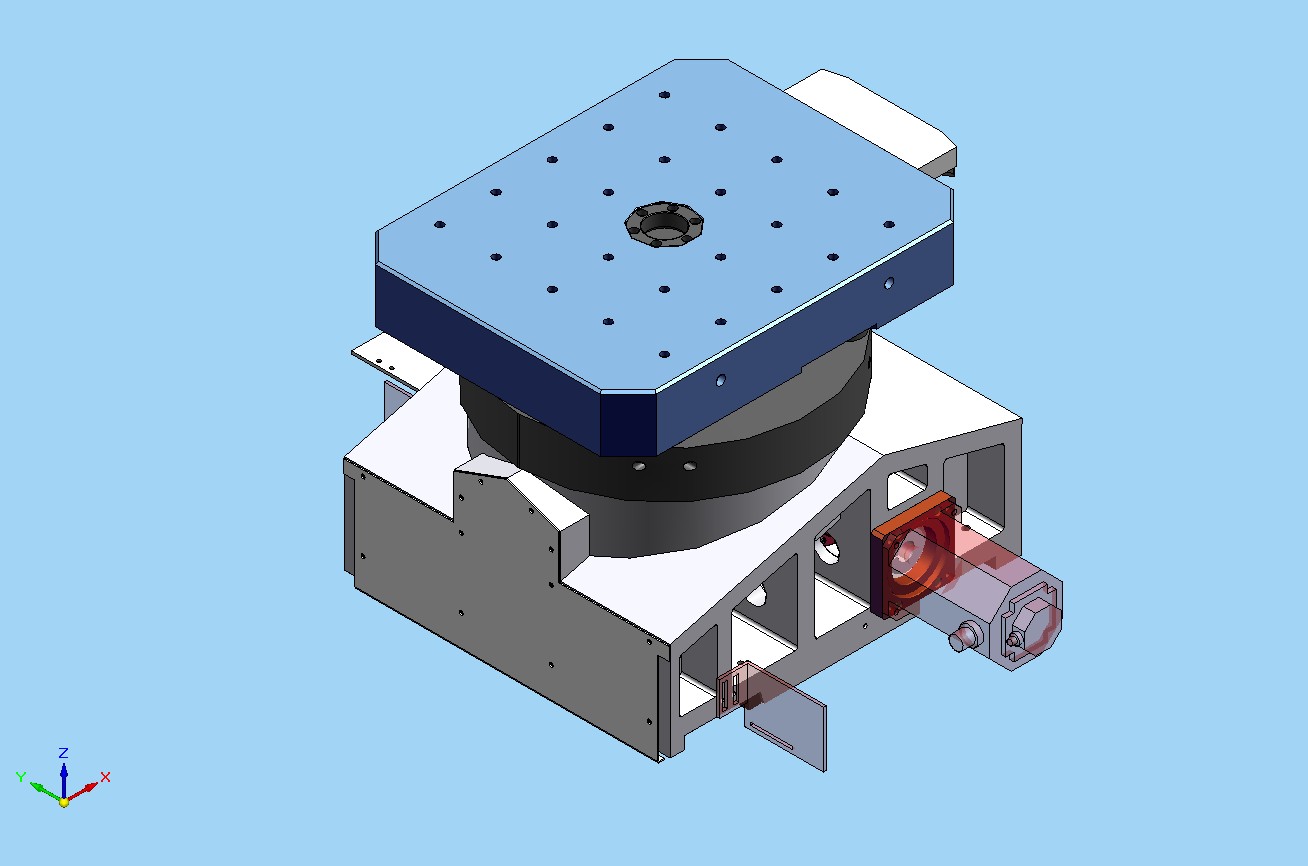
Snúningsborð
Vinnuborðið er nákvæmlega staðsett og læst með servói og lágmarkseiningin er 0,001°