






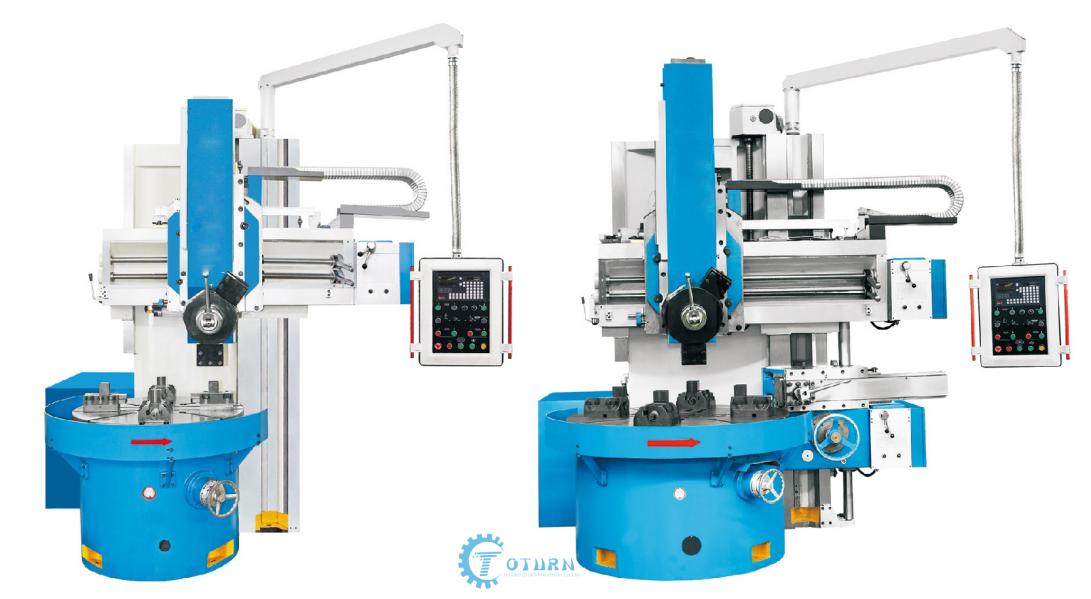
Munurinn á lóðréttum rennibekk og venjulegum rennibekk er sá að snælda hans er lóðrétt. Vegna þess að vinnuborðið er í láréttri stöðu er það hentugt til að vinna þunga hluta með stórum þvermálum og stuttum lengdum.
Lóðréttir rennibekkirAlmennt má skipta í eins-dálka gerð og tvöfalda dálk gerð. Lítil lóðrétt beygjuvélar eru almennt gerðar úr einsúlu gerð og stórir lóðréttir rennibekkir eru gerðar úr tvísúlu gerð. Helsta eiginleiki lóðréttu rennibekksins er að snælda hennar er í lóðréttri stöðu. Helstu eiginleiki lóðrétta rennibekksins er: vinnuborðið er í láréttu plani og uppsetning og aðlögun vinnustykkisins er þægilegri. Vinnuborðið er borið uppi af stýrisstöngum, með góðri stífni og sléttum skurði. Það eru nokkrir verkfærahaldarar og hægt er að skipta um verkfæri fljótt.
TheVTL vél getur unnið úr innri og ytri strokka, keilulaga yfirborði, endaplanum, grópum, halla osfrv., og það er þægilegra fyrir klemmu- og leiðréttingaraðgerðir á vinnustykki.
Tvídálka lóðrétt rennibekkur er stykki af stórum vélrænum búnaði sem notaður er til að vinna stór og þung vinnustykki með stórum geislamynduðum stærðum en tiltölulega litlum axial stærðum og flóknum formum. Svo sem eins og sívalur yfirborð, endaflöt, keilulaga yfirborð, sívalur gat, keilulaga gat af ýmsum diskum, hjólum og settum af vinnuhlutum. Það er hægt að nota til að þræða, kúlubeygja, sniða, mölun og mala með hjálp viðbótartækja. Í samanburði við lárétta rennibekkinn er vinnustykkið klemmt innan á klemmu lárétta rennibekksins. Snældaásinn áCNC lóðrétt rennibekkurer í lóðréttu skipulagi og vinnuborðið er í láréttu plani, svo það er þægilegra að klemma og stilla vinnustykkið. Þetta skipulag dregur úr álagi snælda og lega, þannig að CNC lóðrétt rennibekkur getur viðhaldið nákvæmni í langan tíma

Lóðrétt snúningsvélUppbygging meginhluta:
Lóðrétt verkfærahvíld er bæði fóðruð með tvöföldum hraða mótordrifinu. Lóðrétt verkfærahvíld í gegnum fóðrunarboxið, skrúfhnetudrifinn verkfærastafur fyrir lárétta hreyfingu, í gegnum fágaða stöngina, skágír, skrúfhnetu til að fá lóðrétta hreyfingu of hrútsins, mótor á hraðskreiðum verkfærum settur upp í fóðurboxinu á hraða. framkvæmd.
Fóðrunarkassi samþykkir rafsegulkúplinguna, því sama hversu hratt hreyfing eða fóðrunarhreyfing er, sem og val á stefnu með hnappi á hnappastýringu svæðisins. Verkfærahvíld hreyfist hratt eða færist í jákvæða eða gagnstæða átt með mótornum og bakkar.
Lóðrétt verkfærahöfuð úr geislarennibrautinni, snúningsrennibrautinni og rammanum úr þremur hlutum. Lóðrétt verkfæri hvíld hrútur samþykkja T ram. Lóðrétt tól hvíla með fimmhyrningi á tól sett, með því að færa tól á meðferð getur slakað á, snúningur, og klemma. Verkfærahvíld lárétt hreyfing og lóðrétt hreyfing hrútsins geta verið miðstýrð, einnig hægt að stjórna með handhjóli. Lóðrétt tól hvíld hrútur þyngd jafnvægi með vökva jafnvægi strokka jafnvægi til að fá upp og niður krafturinn er nálægt.
Á lóðréttu verkfærahlífinni á fimmhyrningasettinu, sem er búið 90 mm djúpu gati og tveimur skrúfuðum skurðarstöngum, sem notuð eru til að setja upp bor- og upprifunarverkfærin, eru hinar fjórar holurnar venjulegt miðstöð tækjahaldara.
TheCNC vtl vélstór hluti samþykkja hár styrkur og lágt álag steypujárn hlutum, kalt og heitt bilun meðferð, ber á endanlegum þáttum aðferð til að reikna út bæði uppbyggingu, vél hefur mikla stífni, góða nákvæmni stöðuga eiginleika.
Geisli með vökvaolíuhylki í gegnum lyftistöngina sem er þétt klemmd á súlunum, lyftuhnappum, ýttu á hnappinn á geislunum í gegnum inntaksstefnu rafsegullokans, slakaðu á geislanum og lyftu með AC mótor til að láta hann hreyfast.
CNC lóðrétt snúningsrennibekkur Umsóknariðnaður
Aðallega notað í rafmótora, vökva hverfla, flug, námuvinnsluvélar,
Textílvélar, málmvinnslu og almennur vélaiðnaður.



Námuvinnsluvélar


Vindorkuiðnaður


Textílvélar
Lóðréttir rennibekkir eru notaðir fyrir afkastamikla nákvæmnisbeygju og samsetta beygju og fræsingu samsetta vinnslu á vindmyllulegum stórum mótorbotnum og stórum diskahlutum eins og hjólum, mótorhúsum, lokum, flansum, dælum o.fl.


Bearing



Loki
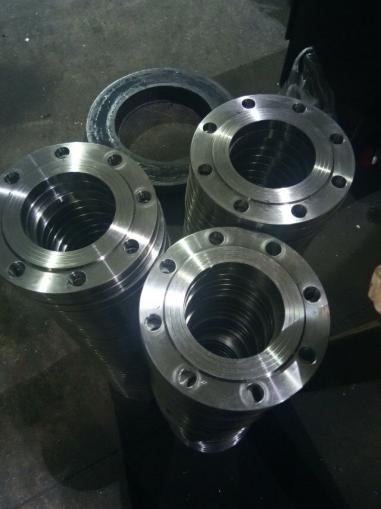


Flans
Við mælum með eftirfarandi tveimur lóðréttum rennibekkjum til að vinna stóra hluta.
VTL-CMLóðréttvirkisturnrennibekkur
VTL CNC Lóðrétt snúningsrennibekkur er nýja hönnunarvaran okkar fyrir eftirspurn markaðarins til að leysa lykilvinnslutæknina. Það hreyfist geislaeinn dálkurCNC lóðrétt snúningsrennibekkur með nýrri uppbyggingu hönnun, tæknirannsóknum, vélkembiforrit o.fl.
Helstu hlutirnir nota Kína og erlent frægt vörumerki eins og CNC stýringu, helstu rafmagnshluta, aðal legur, kúluskrúfu, aðal vökvahluta osfrv.
Kynning á þroskaðri tækni, áreiðanlegt úrval af innfluttum festingum, og háþróaða vinnsla okkar, prófunaraðferðir, til að tryggja að vélin hafi mikla vinnslunákvæmni, mikla stífni, mikla áreiðanleika og hafi lögun af skynsamlegu skipulagi.
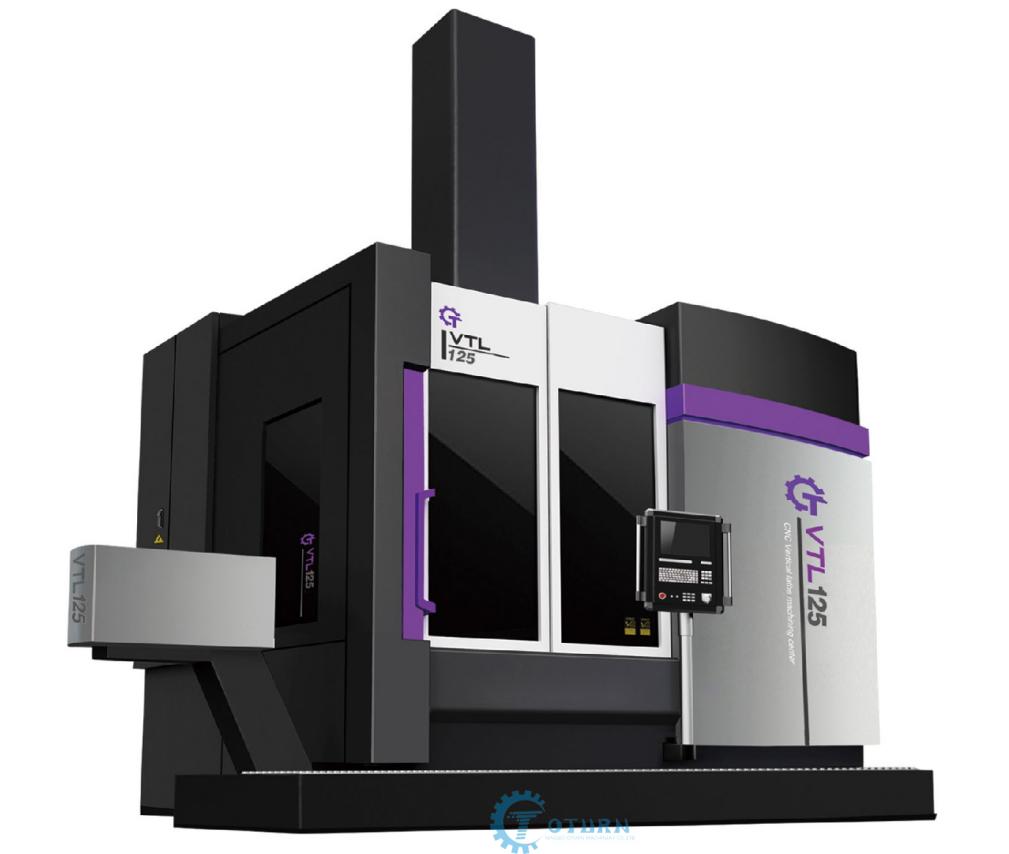
Eiginleikar
Þessi CNC lóðrétta rennibekkur er samsett vélaverkfæri sem sameinar beygju og slípun á eina vél. TheCNCVTLRennibekkurer lóðréttur rennibekkur með föstum geisla með einum dálki CNC tvöfaldur verkfærahaldari. Vélin samanstendur af snúningsvinnuborði, hraðabreytingarbúnaði, samþættri súlu, geisla, vinstri og hægri verkfærahaldara, stjórnkerfi og sjálfstætt vökvastýrikerfi. Vinstri verkfærastaurinn er slípihaustólpóstur og hægri verkfærastaurinn er CNC snúningsverkfærapóstur. Vinnsluhlutir þessarar rennibekksslípandi samsettu vélar eru skífuhlutir, þar á meðal einfaldir hlutar eins og að snúa og mala ytri keiluna og innri keiluna. Snúningsverkfærahaldaranum og slípihjólahaldaranum er komið fyrir á báðum hliðum vélarinnar. Verkfærahaldarinn og slípihjólið eru í vinnslu. Ramminn hreyfist lárétt og lóðrétt meðfram viðkomandi stýrisbrautum. Snældan knýr vinnustykkið til að snúast til að ljúka snúningi og slípun.

Thestærsti lóðréttur rennibekkursem verksmiðjan okkar getur framleitt er vinnuborð með 8000 mm þvermál. Með þróun vísinda og tækni, sérstaklega fyrir áhrifum faraldursins, þróar landið vindorkuiðnaðinn kröftuglega til að örva innlenda eftirspurn. Stórfelldir CNC lóðréttir rennibekkir eru notaðir í vindorku, vinnslu véla og bíla. Skip, flug og önnur svið hafa mikið úrval af forritum. CNC lóðrétt rennibekkur hefur í grundvallaratriðum skipt út fyrir venjulegan lóðrétta rennibekkinn, leyst mörg vinnsluvandamál og bætt vinnslunákvæmni og framleiðslu skilvirkni. Auk uppfærslu búnaðarins sjálfs eru einnig settar fram margar nýjar og hærri kröfur um vinnslutækni og verkfærahönnun.
Framleiðsluiðnaðurinn hefur tvær meginkröfur umCNC lóðréttar vélar. Önnur er mikil vinnslunákvæmni og hin er mikil framleiðslu skilvirkni í framleiðsluferlinu. Þess vegna er nauðsynlegt að bæta stillingarkröfur CNC lóðrétta rennibekksins. Bæði X-ásinn og Z-ásinn eru að fullu lokaðar lykkjur og vélræna sendingin verður að vera kúluskrúfa með mikilli nákvæmni til að tryggja stöðugt vinnuástand vélarinnar og mikla nákvæmni vélbúnaðar og nákvæmni endurtekinnar staðsetningar.
Þó rekstur áCNC VTL rennibekkurer einfaldari en venjulegur rennibekkur, það hefur meiri kröfur til forritarans. Til viðbótar við sanngjarna leikni og beitingu forritunarfærni er einnig nauðsynlegt að ná tökum á eiginleikum CNC lóðrétta rennibekksins, sem er mikilvægt til að bæta vinnslu skilvirkni.
Forritarinn getur á sveigjanlegan hátt stillt stöðvunarviðmiðunarpunkt tólsins, dregið úr aðgerðalausu höggi tólsins og hannað afturhvarfspunkt tólsins á eðlilegan hátt, sem getur bætt rekstrarskilvirkniCNC VTL vinnsla. Sem forritari þarftu einnig að reikna út og greina kílógramma teikninguna fyrirfram, ákvarða klemmulengd verkfærisins, stillingarhæð vélarbitans og draga úr hæð geislans eins mikið og mögulegt er við skilyrði þess að hittast. verkfæraskiptin, annars hangir hrúturinn lengi. Verkfærahaldarinn hefur lélega stífni og nákvæmni í vinnslu. Fyrir sanngjarna forritun er nauðsynlegt að ákvarða vinnslustærð verkfæraforritunar í gegnum X og Z verkfærakvörðunarviðmið og ljúka eins mörgum ferlum og hægt er með einum verkfærakvörðun, til að koma í veg fyrir að stjórnandinn endurstilli verkfærið í hverju ferli . Endurteknar mælingar og endurteknar verkfærastillingar munu valda verkfæravillum og uppsöfnuðum víddarskekkjum, sem mun að lokum hafa áhrif á nákvæmni vörunnar.
Rannsóknir áCNC lóðrétt snúningsvinnslaVilla er mikilvægur þáttur og þróunarstefna í nútíma vélaframleiðslu og það hefur orðið lykiltækni til að bæta samkeppnishæfni. Villur eru margþættar og greining og rannsóknir á hitaskekkjum eru til þess fallnar að bæta beygjunákvæmni. Og tæknilegar kröfur.
Snældaásinn áVTL vélarer í beinu skipulagi og vinnuborðið er í láréttu plani, þannig að þvingun og röðun vinnustykkisins er þægilegri. Þetta skipulag snælda og burðarálags gerir kleiftCNC lóðrétt virkisturn rennibekkurtil að viðhalda nákvæmni aðgerðarinnar í langan tíma. Snælda vinnuborðsins notar hárnákvæmni stillanlegur geislamyndaður úthreinsun tvöfaldur röð stuttar sívalur rúllulegur fyrir miðju. Ásstefnan samþykkir stöðugt flæði truflað þrýstingsstýribraut. Vinnuborðið hefur einkenni mikillar snúningsnákvæmni, mikillar burðargetu og lítillar hitauppstreymis. Lárétt stýring á lóðrétta verkfærastafnum er truflaður þrýstingsstýribúnaður og lóðrétt hreyfistýring hrútsins er rennaleiðari.
Birtingartími: 18. september 2021