CNC Profile Machining Center

CNC Profile Machining Center
CNC borvél
Vélareiginleikar
Bosm DC röðCNC bor- og fræsarvélareru aðallega notaðir til skilvirkrar borunar og mölunar á vinnuhlutum með línulegri efnisbreidd innan skilvirks sviðs.Hægt er að bora í gegnum gat og blindhol á einstaka efnishlutum og samsettum efnum.Vélvinnslan með CNC stjórnandi, aðgerðin er mjög þægileg.Það getur gert sér grein fyrir sjálfvirkni, mikilli nákvæmni, fjölbreytni og fjöldaframleiðslu.
Til þess að mæta vinnslukröfum mismunandi notenda hefur fyrirtækið okkar þróað margvíslegar fullunnar vörur. Það er einnig hægt að hanna og aðlaga í samræmi við raunverulegar þarfir notenda.
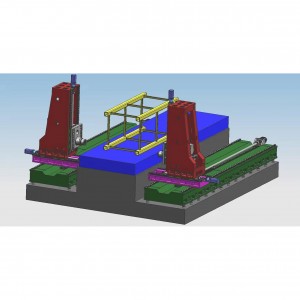
Vélarbygging
Búnaðurinn er aðallega samsettur af rúmborði, hreyfanlegu gantry, hreyfanlegum hnakki, bora- og mölunarvélarhaus, sjálfvirkum smurbúnaði og verndarbúnaði, hringrásarkælibúnaði, stafrænu stýrikerfi, vökvakerfi, rafkerfi osfrv. Vélin hefur mikla staðsetningu nákvæmni og endurtekinni staðsetningarnákvæmni.
1. Rúm og vinnuborð:
Vélarrúmið er soðnir stálbyggingarhlutar og aðalgrindin er unnin af stálbyggingarhlutum.Eftir að innri streita hefur verið fjarlægð með gerviöldrun hitameðferð hefur það góða kraftmikla og truflanir stífni og engin aflögun.Vinnuborðið er úr steypujárni HT250.Vinnuborðið er hægt að nota fyrirklemma vinnustykki.Það er einnig hægt að útbúa með pneumatic festingu, sem er þægilegra og fljótlegra til að klemma vinnustykki,.Hámarksburðargeta vinnuborðsins er 1 tonn.Efri vinstri hlið rúmsins er lóðrétt uppsett með tveimur línulegum stýripörum með mjög mikilli burðargetu og nákvæmni rekki.Gantry mótorinn er knúinn áfram af AC servókerfi og rekkikerfi í X átt.Stillanlegum boltum er dreift á neðsta yfirborð rúmsins, sem getur auðveldlega stillt hæð rúmborðsins.
2. Hreyfandi stöng:
Hreyfanlegur burðarrás með steypujárnsbyggingu er unnin eftir að innri streitu hefur verið fjarlægð með gerviöldrun hitameðferð, með góðri kraftmikilli og truflanir stífni og engin aflögun.Tvö rúllandi línuleg stýripör með ofurháa burðargetu eru sett upp á framhlið og efri hliðar burðarsins.Línuleg veltingur með ofurhári burðargetu, sett af nákvæmni kúluskrúfu og servómótor eru settir upp á toppinn til að láta rennaplötu aflhöfuðsins hreyfast í Y-ás stefnu.Boraraflhaus er settur upp á rennaplötu aflhaussins.Hreyfing gantry er að veruleika með því að snúa kúluskrúfunni sem knúin er af servómótornum í gegnum tengið.
3. Hnakkur á hreyfingu:
Færanlegi rennihnakkurinn er burðarhlutur úr stáli.Tvö rúllandi línuleg stýripör með ofurháa burðargetu, sett af nákvæmni kúluskrúfu og servómótor eru settir á rennihnakkinn til að knýja boraraflhausinn til að hreyfa sig í z-ás áttinni, sem getur gert sér grein fyrir hraða áfram, vinna áfram, hratt til baka og stöðvun aflhaussins.Það hefur aðgerðir sjálfvirkt flís brot, flís fjarlægja og gera hlé.
4. Boraraflhaus:
Sérstakur servósnældamótor er notaður til að bora aflhaus.Sérstakur nákvæmni snældan er knúin áfram af tönnuðu samstilltu belti til að átta sig á breytilegri tíðni, skreflausri hraðabreytingu.Fóðrið er knúið áfram af servómótor og kúluskrúfu.
Hægt er að tengja y-ásinn og stjórna honum með hálf lokaðri lykkju, sem getur gert línulega og hringlaga innskot.Aðalskaftsendinn er kólnandi holuklemmubor eða fræsari, með meiri nákvæmni, háhraðaskurði, pneumatic verkfæraskiptaaðgerð, valfrjálst með hattagerð verkfæratímarits, verkfæratímarit rúmtak upp á átta, verkfæraskipti eru auðveldari, mikil sjálfvirkni af handvirkri vinnslu.
5. Sjálfvirkur smurbúnaður og verndarbúnaður:
Vélin er búin sjálfvirkum smurbúnaði, sem getur sjálfkrafa smurt hreyfanleg pör eins og stýribraut, blýskrúfu og rekki.X-ás og Y-ás vélbúnaðarins eru með rykþéttu hlífðarhlíf og vatnshelda skvettahlífin er sett upp í kringum vinnuborðið.
6. KND stjórnkerfi:
6.1.Með flísbrotaaðgerð er hægt að stilla flísbrotstíma og flísbrothring á mann-vél viðmótið.
6.2.Meðverkfæralyftingaraðgerðina, Hægt er að stilla lyftihæð verkfæra á mann-vél tengi.Þegar borað er upp í þessa hæð er borinu fljótt lyft upp í toppinn á vinnustykkinu, síðan er flísinni kastað og síðan hratt áfram á borflötinn og sjálfkrafa breytt í vinnuframvindu.
6.3.Miðstýrði stjórnbúnaðurinn og handfesta einingin eru búin CNC kerfi, USB tengi og LCD skjá.Til að auðvelda forritun, geymslu, skjá og samskipti, hefur rekstrarviðmótið aðgerðir mann-vélar samræðu, villubóta og sjálfvirkrar viðvörunar.
6.4.Búnaðurinn hefur það hlutverk að forskoða og athuga stöðu holu fyrir vinnslu, svo aðgerðin er mjög þægileg.
Forskrift
| Fyrirmynd | BOSM-DC60050 | |
| Hámarkstærð vinnustykkis | Lengd × breidd (mm) | 2600×500 |
| Lóðrétt Ram boraraflhaus | Magn (stykki) | 1 |
| Snælda mjókkandi gat | BT40 | |
| Borþvermál (mm) | Φ2-Φ26 | |
| Snældahraði (r/mín) | 30~3000 | |
| Snældaafl (kw) | 15 | |
| Fjarlægð milli frá snælda nefi og vinnuborði (mm) | 150-650 mm | |
| X-ás (hliðarferð) | Hámarksslag (mm) | 500 |
| Hreyfihraði X-ás (M / mín) | 0~9 | |
| X-ás servó mótor afl (kw) | 2,4*1 | |
| Y-ás (lengd súluhreyfing) | Hámarksslag (mm) | 2600 |
| Hreyfihraði á Y-ás (M/mín) | 0~9 | |
| Afl y-ás servó mótors (kw) | 2,4*1 | |
| Z-ás (lóðrétt hrútsfóðrun) | Hámarksslag (mm) | 500 |
| Hreyfihraði Z-ás (M/mín) | 0~8 | |
| Z-ás servó mótor afl (kw) | 1×2,4 með bremsu | |
| Stærð vél | Lengd × breidd × hæð(mm) | 5400×2180×2800 |
| Staðsetningarnákvæmni | X/Y/Z | ±0,05/300 mm |
| Endurtekin nákvæmni staðsetning | X/Y/Z | ±0,025/300 mm |
| Heildarþyngd(t) | 4.5 | |
Gæðaskoðun
Hver vél er kvarðuð með leysistvífarmæli frá RENISHAW fyrirtækinu í Bretlandi, sem skoðar nákvæmlega og bætir upp fyrir hallavillur, bakslag, staðsetningarnákvæmni og endurtekna staðsetningarnákvæmni til að tryggja kraftmikla, kyrrstöðustöðugleika og vinnslunákvæmni vélarinnar..Kúlustangapróf Hver vél notar kúlustangaprófara frá breska RENISHAW fyrirtækinu til að leiðrétta raunverulega hringnákvæmni og rúmfræðilega nákvæmni vélarinnar og framkvæma hringlaga skurðartilraunir á sama tíma til að tryggja 3D vinnslu nákvæmni og hring nákvæmni vélarinnar.

Notkunarumhverfi véla
1.1 Umhverfiskröfur búnaðar
Að viðhalda stöðugu umhverfishitastigi er nauðsynlegur þáttur fyrir nákvæmni vinnslu.
(1) Tiltækur umhverfishiti er -10 ℃ ~ 35 ℃.Þegar umhverfishiti er 20 ℃ ætti rakastigið að vera 40 ~ 75%.
(2) Til að halda kyrrstöðu nákvæmni vélbúnaðarins innan tilgreinds sviðs, þarf ákjósanlegur umhverfishiti að vera 15 ° C til 25 ° C með hitamun
Það ætti ekki að fara yfir ± 2 ℃ / 24 klst.
1.2 Aflgjafaspenna: 3-fasa, 380V, spennusveifla innan ± 10%, aflgjafatíðni: 50HZ.
1.3 Ef spennan á notkunarsvæðinu er óstöðug, ætti vélin að vera búin reglulegri aflgjafa til að tryggja eðlilega notkun vélarinnar.
1.4.Vélin ætti að hafa áreiðanlega jarðtengingu: jarðtengingarvírinn er koparvír, þvermál vírsins ætti ekki að vera minna en 10 mm² og jarðtengingarviðnámið er minna en 4 ohm.
1.5 Til að tryggja eðlilega vinnuafköst búnaðarins, ef þjappað loft loftgjafans uppfyllir ekki kröfur loftgjafans, ætti að bæta við safni af hreinsibúnaði fyrir loftgjafa (rakahreinsun, fituhreinsun, síun) áður en loftinntak vélarinnar.
1.6.Búnaðurinn ætti að vera í burtu frá beinu sólarljósi, titringi og hitagjöfum og fjarri hátíðni rafala, rafsuðuvélum osfrv., til að koma í veg fyrir bilun í framleiðslu vélarinnar eða tap á nákvæmni vélarinnar.
Fyrir & Eftir þjónustu
1) Fyrir þjónustu
Með því að rannsaka beiðnina og nauðsynlegar upplýsingar frá viðskiptavinum og síðan endurgjöf til verkfræðinga okkar, er Bossman tækniteymið ábyrgt fyrir tæknilegum samskiptum við viðskiptavini og mótun lausna, aðstoðar viðskiptavini við að velja viðeigandi vinnslulausn og viðeigandi vélar.
2) Eftir þjónustu
A.Vélin með eins árs ábyrgð og greitt fyrir ævilangt viðhald.
B. Á eins árs ábyrgðartímabilinu eftir að vélin kom í ákvörðunarhöfn mun BOSSMAN veita ókeypis og tímanlega viðhaldsþjónustu fyrir ýmsar galla sem ekki eru af mannavöldum á vélinni og skipta tímanlega út alls kyns skemmdum sem ekki eru af mannavöldum. að kostnaðarlausu.Bilanir sem verða utan ábyrgðartímans skulu lagaðar gegn viðeigandi kostnaði.
C.Tæknilegur stuðningur á 24 klukkustundum á netinu, TM, Skype, tölvupóstur, leysa hlutfallslegar spurningar í tíma.ef ekki er hægt að leysa, mun BOSSMAN tafarlaust sjá til þess að verkfræðingur eftir sölu komi á staðinn til viðgerðar, kaupandi þarf að greiða fyrir VISA, flugmiða og gistingu.
Vefsíða viðskiptavinarins